HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 119
103
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
ú
Desplazar la hta. sobre el pto. de partida de la trayectoria circular
ú
Introducir las coordenadas del punto final del círculo
3
ú
Introducir las coordenadas del punto final del arco de
círculo
Si es preciso:
ú
Avance F
ú
Función auxiliar M
Ejemplo de frases NC
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
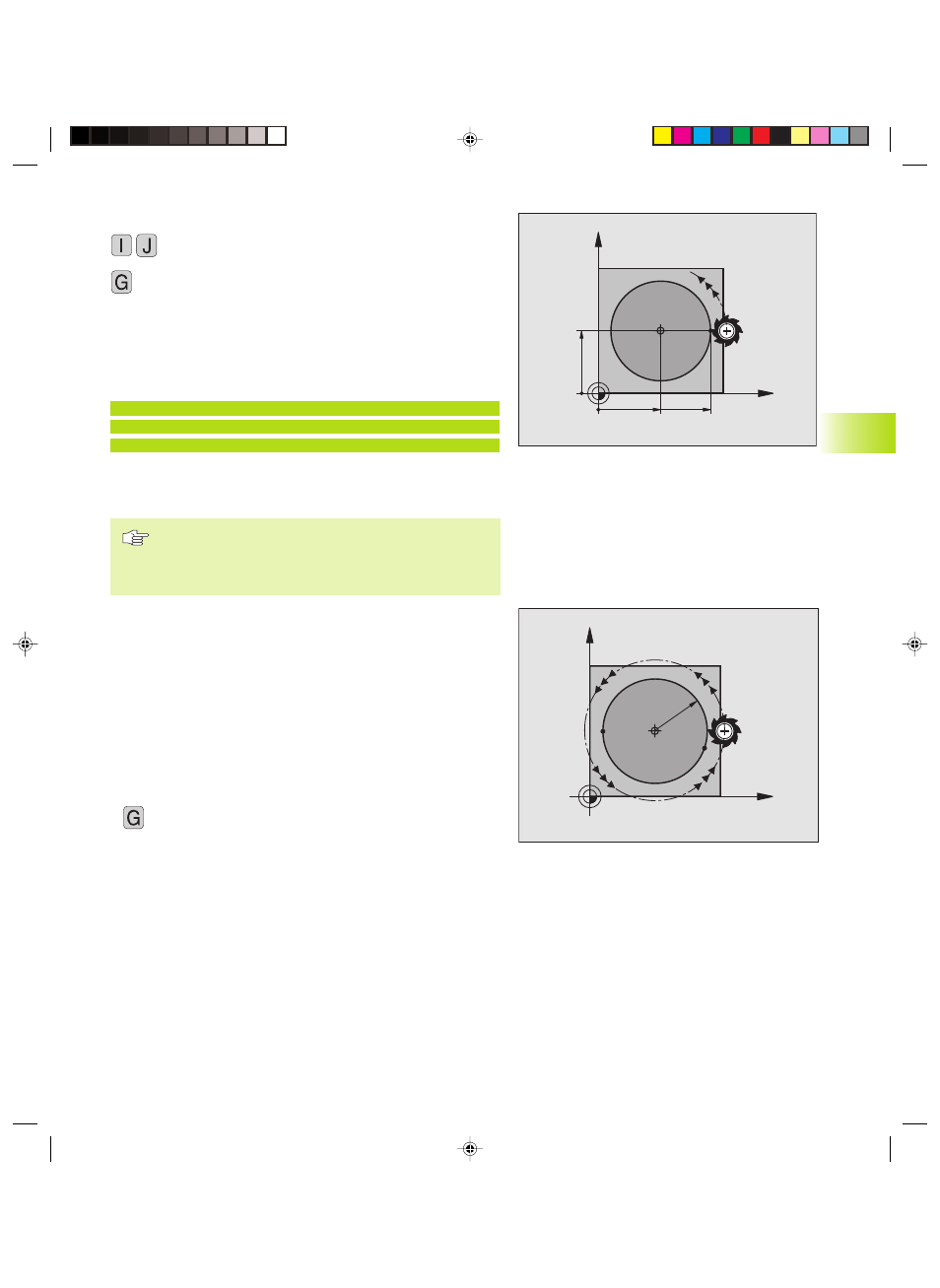
Círculo completo
Para el punto final se programan las mismas coordenadas que para el
punto de partida.
El punto de partida y el punto final deben estar en la misma
trayectoria circular.
Tolerancia de introducción: Hasta 0,016 mm (se selecciona
a través de MP7431, excepto en el TNC 410)
Trayect. circular G02/G03/G05 con radio determinado
La herramienta se desplaza según una trayectoria circular con radio R.
Sentido
■
En sentido horario: G02
■
En sentido antihorario: G03
■
Sin indicación de la dirección de giro: G05
El TNC ejecuta la trayectoria circular con la última dirección de giro
programada.
Atención: ¡El sentido de giro determina si las curvaturas son concavas
o convexas!
3
ú
Introducir las coord. del punto final del arco de círculo
ú
Radio R
Atención: ¡El signo determina el tamaño del arco del
círculo!
Si es preciso:
ú
Avance F
ú
Función auxiliar M
Círculo completo
Para un círculo completo se programan dos frases sucesivas:
El punto final de la primera mitad del círculo es el pto. de partida del
segundo. El punto final de la segunda mitad del círculo es el punto de
partida del primero. Véase la figura de la derecha.
6.4
Tipos de tr
a
y
ect
or
ia - Coor
denadas car
tesianas
X
Y
25=I
45
25=J
CC
X
Y
I,J
S
1
=E
2
E
1
=S
2
R
Gkap6.pm6
28.06.2006, 14:36
103