HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 185
169
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
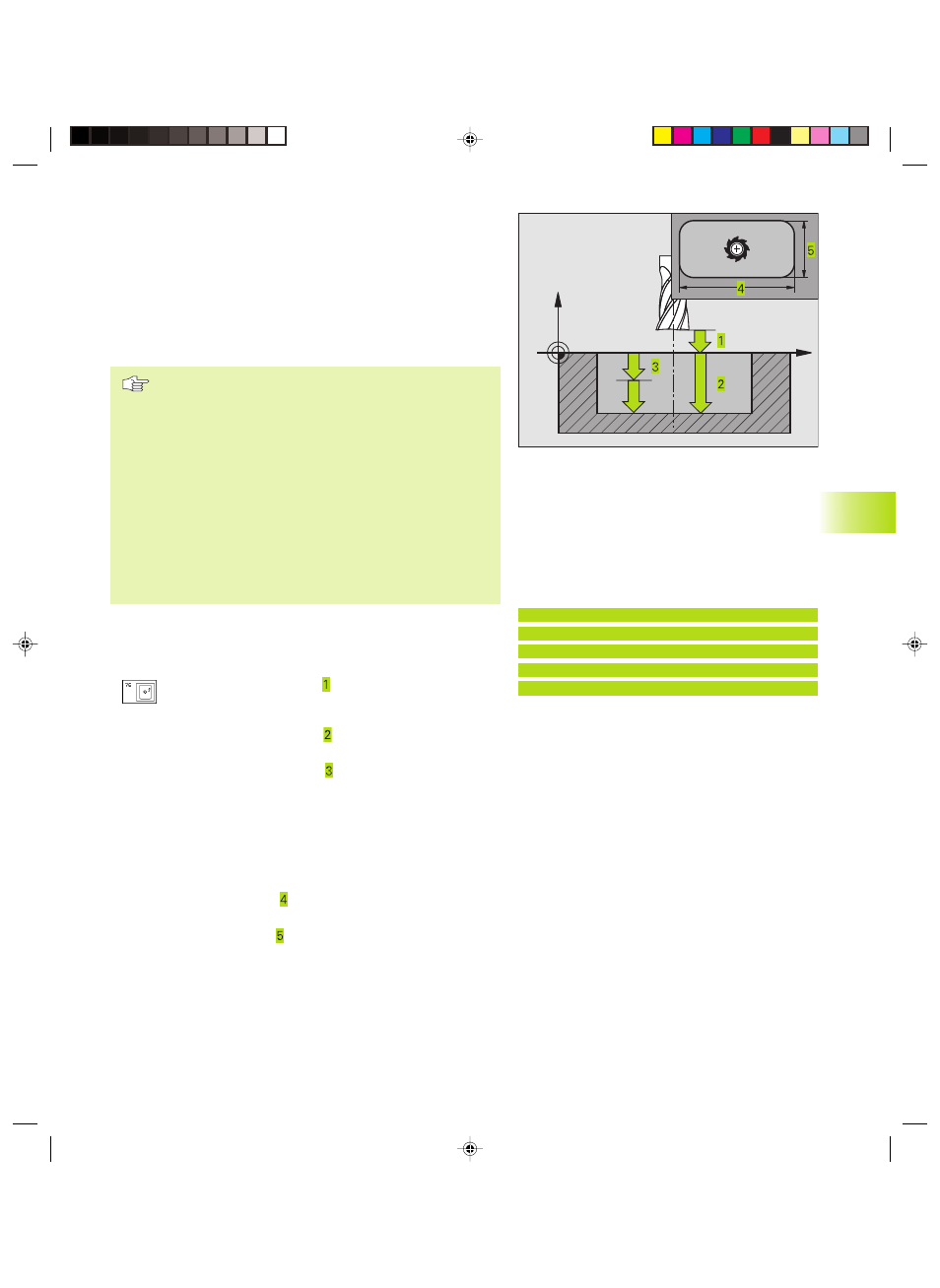
FRESADO DE CAJERA (ciclos G75, G76)
1 La hta. penetra en la pieza desde la posición inicial (centro de la cajera)
y se desplaza a la primera profundidad de pasada
2 A continuación la herramienta se desplaza primero en la dirección
positiva del lado más largo y en cajeras cuadradas en la dirección
positiva de Y, y desbasta la cajera de dentro hacia fuera.
3 Este proceso (1 a 2) se repite hasta alcanzar la profundidad programada
4 Al final del ciclo el TNC retira la hta. a la posición inicial
Antes de la programación deberá tenerse en cuenta
Programar la frase de posicionamiento sobre el punto de
partida (centro de la cajera) en el plano de mecanizado con
corrección de radio G40.
Programar la frase de posicionamiento sobre el punto de
partida en el eje de la hta. (distancia de seguridad sobre la
superficie de la pieza).
El signo del parámetro profundidad determina la dirección
del mecanizado.
Utilizar una fresa con dentado frontal cortante en el centro
(DIN 844) o pretaladrado en el centro de la cajera.
Para la longitud del 2º lado es válida la condición: Longitud 2º lado
mayor que [(2 x radio de redondeo) + aproximación lateral k].
Sentido de giro en el desbaste
■
En sentido horario: G75
■
En sentido antihorario: G76
ú
Distancia de seguridad (valor incremental): Distancia
entre el extremo de la hta. (posición inicial) y la superficie
de la pieza
ú
Profundidad de fresado (valor incremental): Distancia
entre la superficie de la pieza y la base de la cajera
ú
Profundidad de pasada
(valor incremental): Medida,
según la cual la hta. penetra cada vez en la pieza. El TNC
se desplaza a la profundidad en un sólo paso de
mecanizado cuando:
■
La prof. de pasada es igual a la prof. total
■
La prof. de pasada es mayor a la prof. total
ú
Avance al profundizar: Velocidad de desplazamiento de la
hta. en la profundización
ú
Longitud lado 1 : Longitud de la cajera, paralela al eje
principal del plano de mecanizado
ú
Longitud lado 2 : Anchura de la cajera
8.4 Ciclos par
a el fr
esado de cajer
as,
islas y r
anur
as
X
Z
ú
Avance F: Velocidad de desplazamiento
de la hta. en el plano de mecanizado
ú
Radio de redondeo: Radio para la
esquina de la cajera
Cuando el radio = 0, el radio de
redondeo es igual al radio de la hta.
Ejemplo de frases NC:
N27 G75 P01 2 P02 -20 P03 5 P04 100
P05 X+80 P06 Y+60 P07 275 P08 5*
...
N35 G76 P01 2 P02 -20 P03 5 P04 100
P05 X+80 P06 Y+60 P07 275 P08 5*
Cálculos:
Aproximación lateral k = K x R
K: Factor de solapamiento determinado en el
parámetro de máquina 7430
R: Radio de la fresa
Kkap8.pm6
28.06.2006, 14:37
169