3 ciclos de taladrado – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 168
8 Programación: Ciclos
152
ú
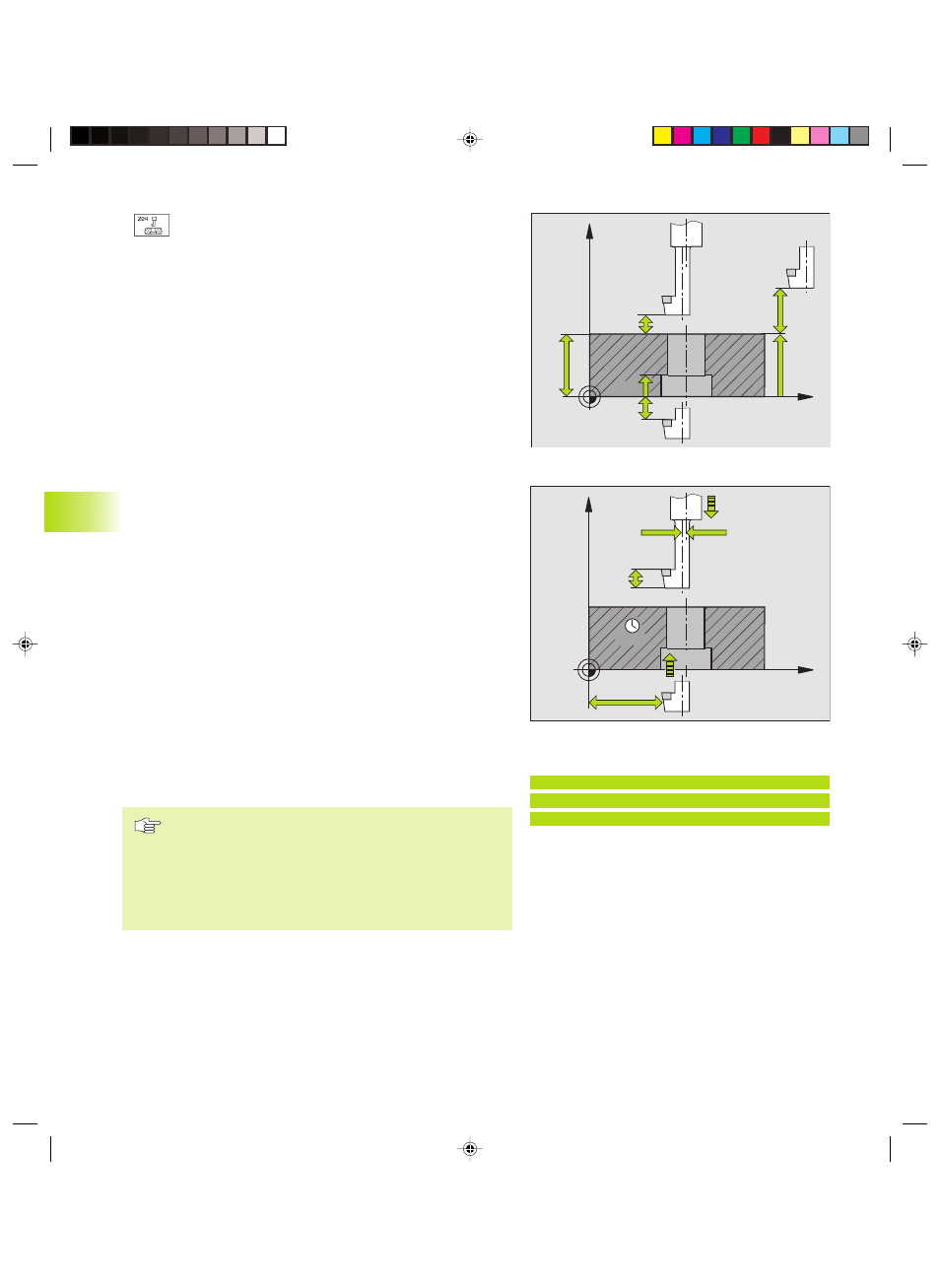
Distancia de seguridad Q200 (valor incremental): Distancia
entre el extremo de la hta. y la superficie de la pieza
ú
Profundidad de rebaje Q249 (valor incremental): Distancia
entre la cara inferior de la pieza y la cara superior del rebaje.
El signo positivo realiza la profundización en la dirección
positiva del eje de la hta.
ú
Grosor del material Q250 (valor incremental): Espesor de
la pieza
ú
Medida excentrica Q251 (valor incremental): Medida de
excentricidad de la barra de taladrado; sacar de la hoja de
datos de la hta.
ú
Longitud de las cuchillas Q252 (valor incremental):
Distancia entre la cara inferior de la barra y la cuchilla
principal; sacar de la hoja de datos de la hta.
ú
Avance de preposicionamiento Q253: Velocidad de
desplazamiento de la hta. al profundizar en la pieza o bien
al salir de la pieza en mm/min
ú
Avance de rebaje Q254: Velocidad de desplazamiento de
la hta. al realizar el rebaje en mm/min
ú
Tiempo de espera Q255: Tiempo de espera en segundos
en la base de la profundización
ú
Coordenadas de la superficie de la pieza Q203 (valor
absoluto): Coordenadas de la superficie de la pieza
ú
2ª distancia de seguridad Q204 (valor incremental):
Coordenada en el eje de la hta., en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
ú
Dirección de retroceso (0/1/2/3/4) Q214: Determinar la
dirección en la cual el TNC desplaza la hta. según el valor
de excentricidad (después de la orientación del cabezal);
no se puede introducir el valor 0
1:
Desplazar la hta. en la dirección negativa del eje principal
2:
Desplazar la hta. en la dirección negativa del eje transversal
3:
Desplazar la hta. en la dirección positiva del eje principal
4:
Desplazar la hta. en la dirección positiva del eje transversal
¡Peligro de colisión!
Cuando se programa una orientación del cabezal a 0° (p.ej.
en el funcionamiento Posicionamiento manual), comprobar
donde se encuentra el extremo de la hta. Deberá orientarse
el extremo de la hta. de forma que esté paralela a un eje de
coordenadas. Seleccionar la dirección de retroceso de tal
forma que la hta. profundice en el taladro sin colisionar.
además en el TNC 426, TNC 430 con software NC 280
474-xx:
ú
Angulo para orientación del cabezal Q336 (valor
absoluto): Angulo sobre el cual el TNC posiciona la hta.
antes de retirarla
8.3 Ciclos de taladrado
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
Ejemplo de frase NC:
N11 G204 Q200=2 Q249=+5 Q250=20
Q251=3.5 Q252=15 Q253=750 Q254=200
Q255=0 Q203=+0 Q204=50 Q214=1*
Kkap8.pm6
28.06.2006, 14:36
152