5 f unciones auxiliar es par a ejes gir at or ios – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 151
135
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
Conservar la posición del extremo de la hta. durante
el posicionamiento de los ejes basculantes (TCPM*):
M128
Comportamiento standard
El TNC desplaza la herramienta a las posiciones determinadas en el
programa de mecanizado. Cuando en un programa se modifica la
posición de un eje basculante, deberá calcularse la desvíación
resultante en los ejes lineales y desplazarse en una frase de
posiconamiento (véase figura a la izquierda con M114).
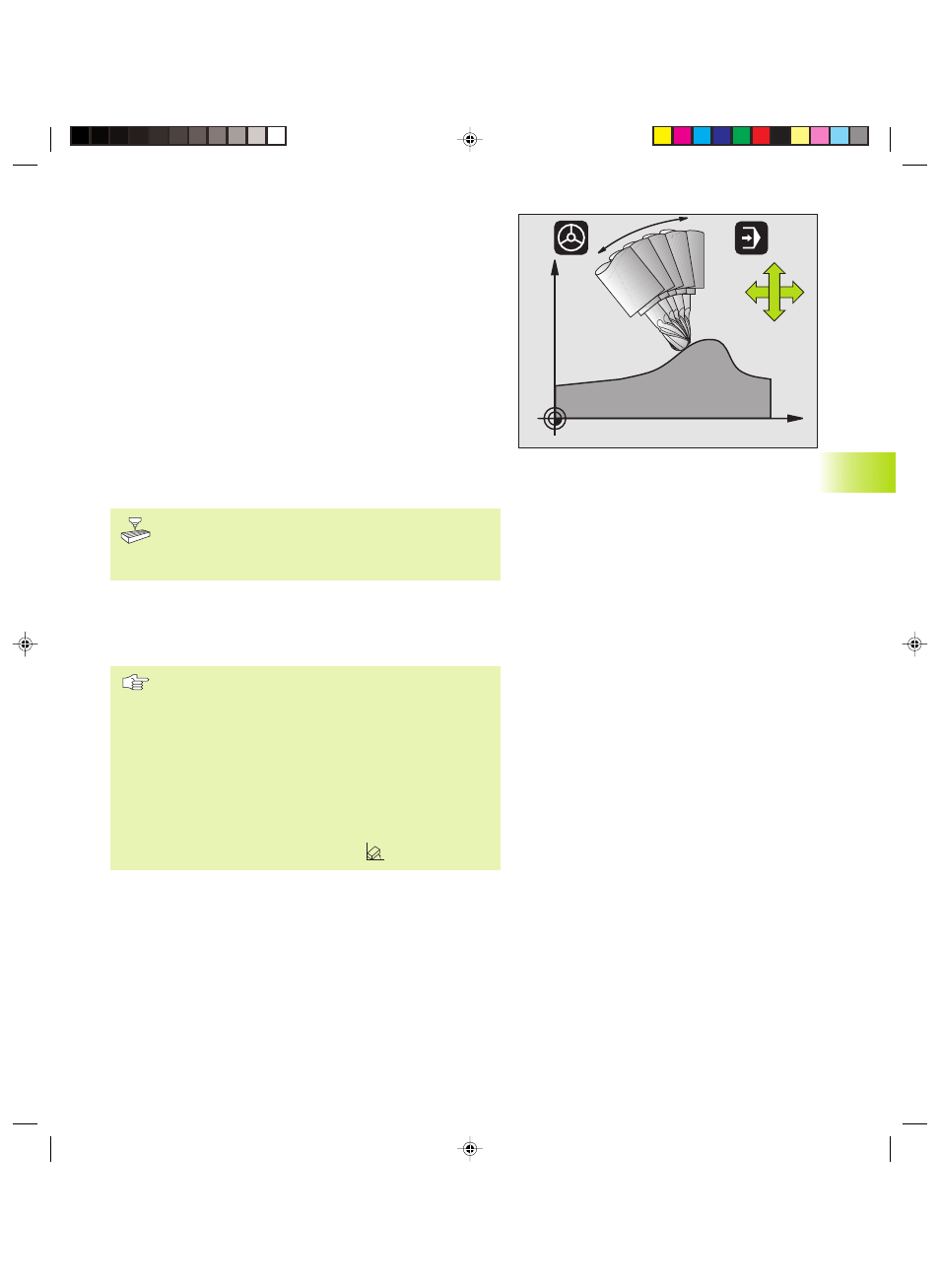
Comportamiento con M128
Cuando en un programa se modifica la posición de un eje
basculante controlado, durante el proceso de inclinación no varía la
posición del extremo de la hta. respecto a la pieza.
Para poder modificar la posición del eje basculante manualmente
durante la ejecución del programa, se emplea M128 junto con
M118. La sobreposición de posicionamientos del volante se realiza
cuando está activada M128 en el sistema de coordenadas fijo de la
máquina.
En ejes basculantes con dentado Hirth: La posición del
eje basculante sólo cambia cuando se ha retirado la hta.
De lo contrario se puede perjudicar el contorno al salir
del dentado.
Detrás de M128 se puede introducir un avance con el cual el TNC
realiza el movimiento de compensación en los ejes lineales. Si no
se introduce ningún avance, o se programa un avance mayor al
indicado en el parámetro de máquina 7471, actúa el avance de
MP7471.
Antes de realizar posicionamientos con M91 o M92 y
delante de una frase T: Resetear M128
Para evitar daños en el contorno, con M128 sólo se
puede emplear una fresa esférica.
La longitud de la herramienta debe referirse al centro de
la esfera de la fresa esférica.
El TNC no realiza la corrección inclinada correspondiente
para el radio de la hta. Debido a ello, se produce un error,
que depende de la posición angular del eje giratorio.
Cuando está activada M128, el TNC indica en la
visualización de estados el símbolo
en el ciclo
*) TCPM = Tool Center Point Management
X
Z
B
Z
X
7.5 F
unciones auxiliar
es par
a ejes gir
at
or
ios
Hkap7.pm6
28.06.2006, 14:36
135