7 ciclos sl gr upo ii (ex cept o tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 216
8 Programación: Ciclos
200
ú
Distancia de seguridad Q6 (valor incremental): Distancia
entre la superficie
frontal de la hta. y la superficie de la pieza
ú
Altura de seguridad Q7 (valor absoluto): Altura absoluta,
en la cual no se puede producir ninguna colisión con la
pieza (para posicionamiento intermedio y retroceso al
final del ciclo)
ú
Radio de redondeo interior Q8: Radio de redondeo en
“esquinas“ interiores; el valor introducido se refiere a
la trayectoria del centro de la hta.
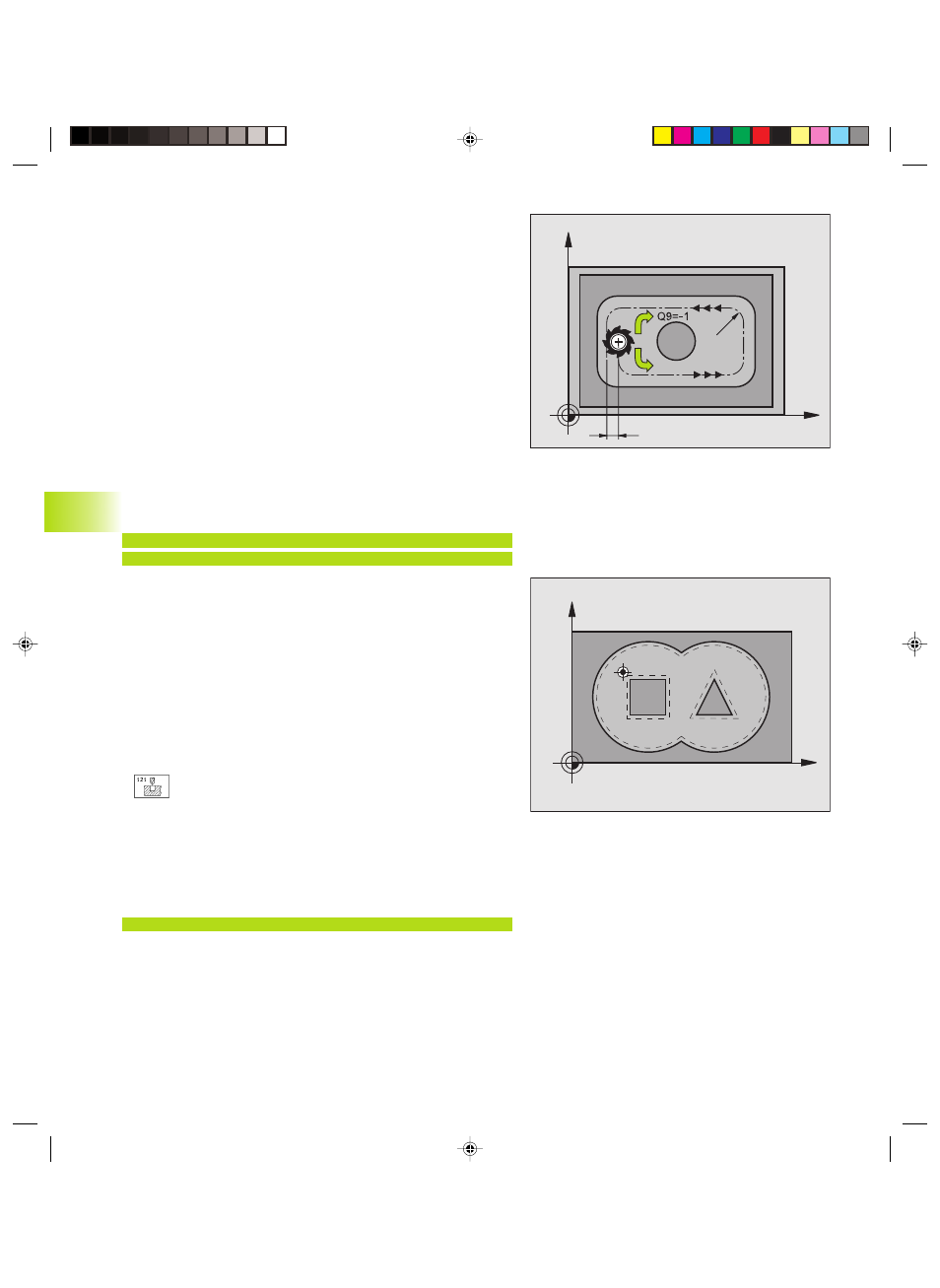
ú
Sentido de giro ? Sentido horario = -1 Q9: Dirección del
mecanizado para cajeras
■
en sentido horario (Q9 = -1 contramarcha para cajera
e isla)
■
en sentido antihorario (Q9 = +1 sentido sincronizado
para cajera e isla)
En una interrupción del programa los parámetros se pueden
comprobar y si es preciso sobreescribir
Ejemplo de frase NC:
N57 G120 Q1=-20 Q2=1 Q3=+0.2 Q4=+0.1 Q5=+0 Q6=+2
Q7=+50 Q8=0.5 Q9=+1*
PRETALADRADO (ciclo G121)
Desarrollo del ciclo
Igual que el ciclo G83 Taladrado en profundidad (véase ”8.3 Ciclos
de taladrado”).
Aplicación
Para los punto de profundización, el ciclo G121 PRETALADRADO
tiene en cuenta la sobremedida de acabado lateral y la
sobremedida de acabado en profundidad, así como el radio de la
hta. de desbaste. Los puntos de penetración son además también
puntos de partida para el desbaste.
ú
Profundidad de pasada Q10 (valor incremental): Medida,
según la cual la hta. penetra cada vez en la pieza (signo
”–” cuando la dirección de mecanizado es negativa)
ú
Avance al profundidad Q11: Avance al profundizar en
mm/min
ú
Número de hta. de desbaste Q13: Número de la hta. de
desbaste
Ejemplo de frase NC:
N58 G121 Q10=+5 Q11=100 Q13=1*
8.7 Ciclos SL gr
upo II (ex
cept
o
TNC 41
0)
X
Y
X
Y
k
Q9=+1
Q8
Kkap8.pm6
28.06.2006, 14:37
200