3 ciclos de taladrado – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 170
8 Programación: Ciclos
154
ú
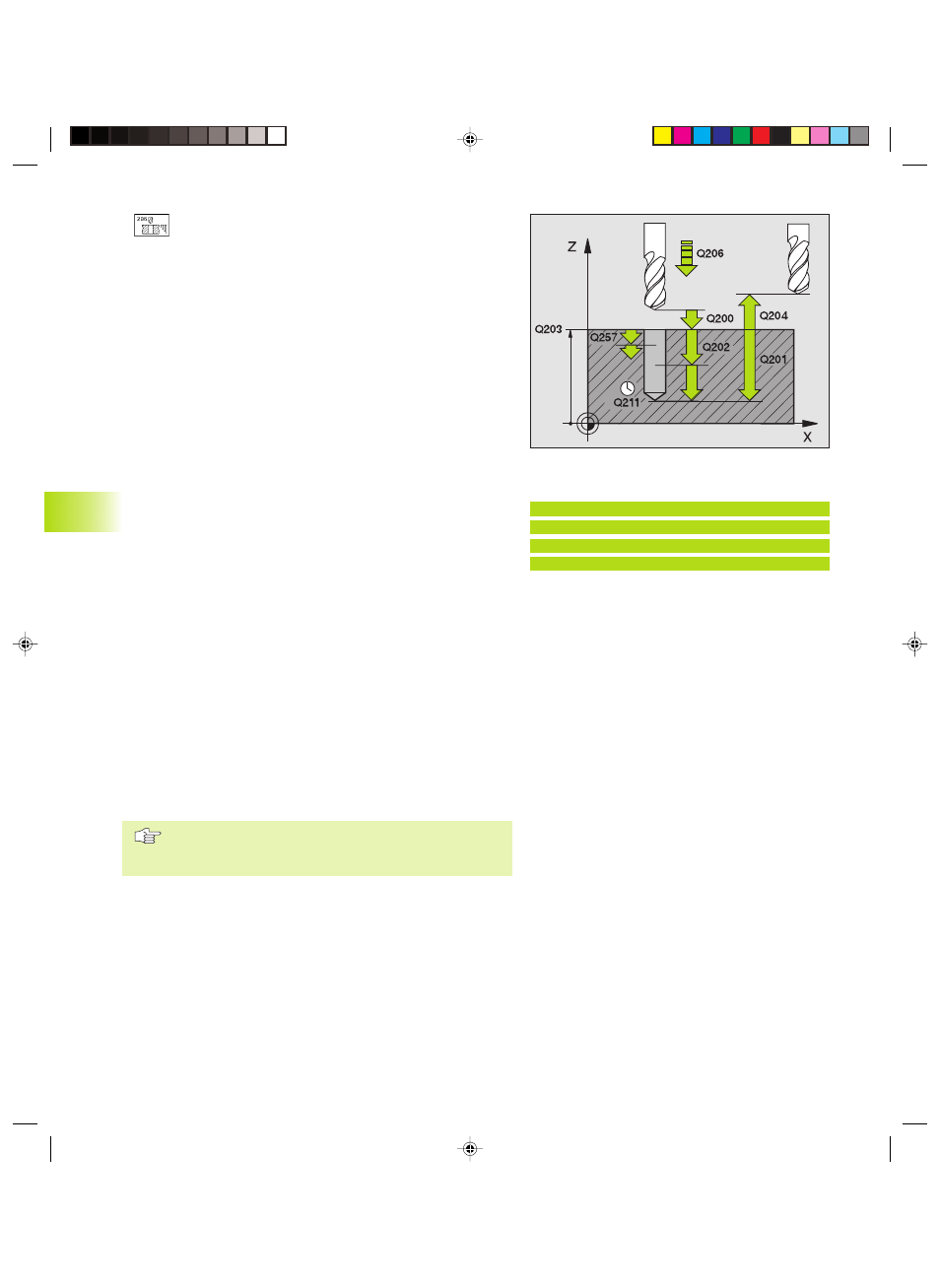
Distancia de seguridad Q200 (valor incremental): Distancia
entre el extremo de la hta. y la superficie de la pieza
ú
Profundidad Q201 (valor incremental): Distancia entre la
superficie de la pieza y la base del taladro (extremo del
cono del taladro)
ú
Avance al profundizar Q206: Velocidad de desplazamiento
de la hta. en el taladrado en mm/min
ú
Profundidad de pasada Q202 (valor incremental): Medida,
según la cual la hta. penetra cada vez en la pieza El TNC
se desplaza en un sólo paso de mecanizado a la
profundidad total cuando:
■
La profundidad de pasada es igual a la prof. total
■
La prof. de pasada es mayor a la prof. total
La profundidad no tiene porque ser múltiplo de la
profundidad de pasada
ú
Coordenadas de la superficie de la pieza Q203 (valor
absoluto): Coordenadas de la superficie de la pieza
ú
2ª distancia de seguridad Q204 (valor incremental):
Coordenada en el eje de la hta., en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
ú
Valor de reducción Q212 (valor incremental): Valor según
el cual el TNC reduce la profundidad de pasada Q201
ú
Mínima profundidad de pasada Q205 (valor incremental):
Si se ha introducido un valor de reducción, el TNC límita la
aproximación al valor programado en Q205
ú
Distancia de posición previa arriba Q258 (valor
incremental): Distancia de seguridad para el
posicionamiento en marcha rápida, cuando el TNC desplaza
de nuevo la hta. después de un retroceso del taladro a la
profundidad de pasada actual; valor de la primera
aproximación
ú
Distancia de posición previa abajo Q259 (valor
incremental): Distancia de seguridad para el
posicionamiento en marcha rápida, cuando el TNC desplaza
de nuevo la hta. después de un retroceso del taladro a la
profundidad de pasada actual; valor de la última
aproximación
Si se programa Q258 diferente a Q259, el TNC modifica de
forma regular la distancia de posición previa entre la primera
y la última aproximación.
ú
Profundidad de taladrado hasta el arranque de viruta Q257
(incremental): Aproximación, después de la cual el TNC
realiza el arranque de viruta. Si se programa 0 no se realiza
el arranque de viruta
ú
Retroceso para el arranque de viruta Q256 (valor
incremental): Valor según el cual el TNC retira la hta. para
el arranque de viruta
ú
Tiempo de espera abajo Q211: Tiempo en segundos que
espera la hta. en la base del taladro
8.3 Ciclos de taladrado
Ejemplo de frase NC:
N12 G205 Q200=2 Q201=-80 Q206=150
Q202=15 Q203=+0 Q204=50 Q212=0.5
Q205=3 Q258=0.5 Q259=1 Q257=5
Q256=0.2 Q211=0.25*
Kkap8.pm6
28.06.2006, 14:36
154