6 ciclos sl gr upo i – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 210
8 Programación: Ciclos
194
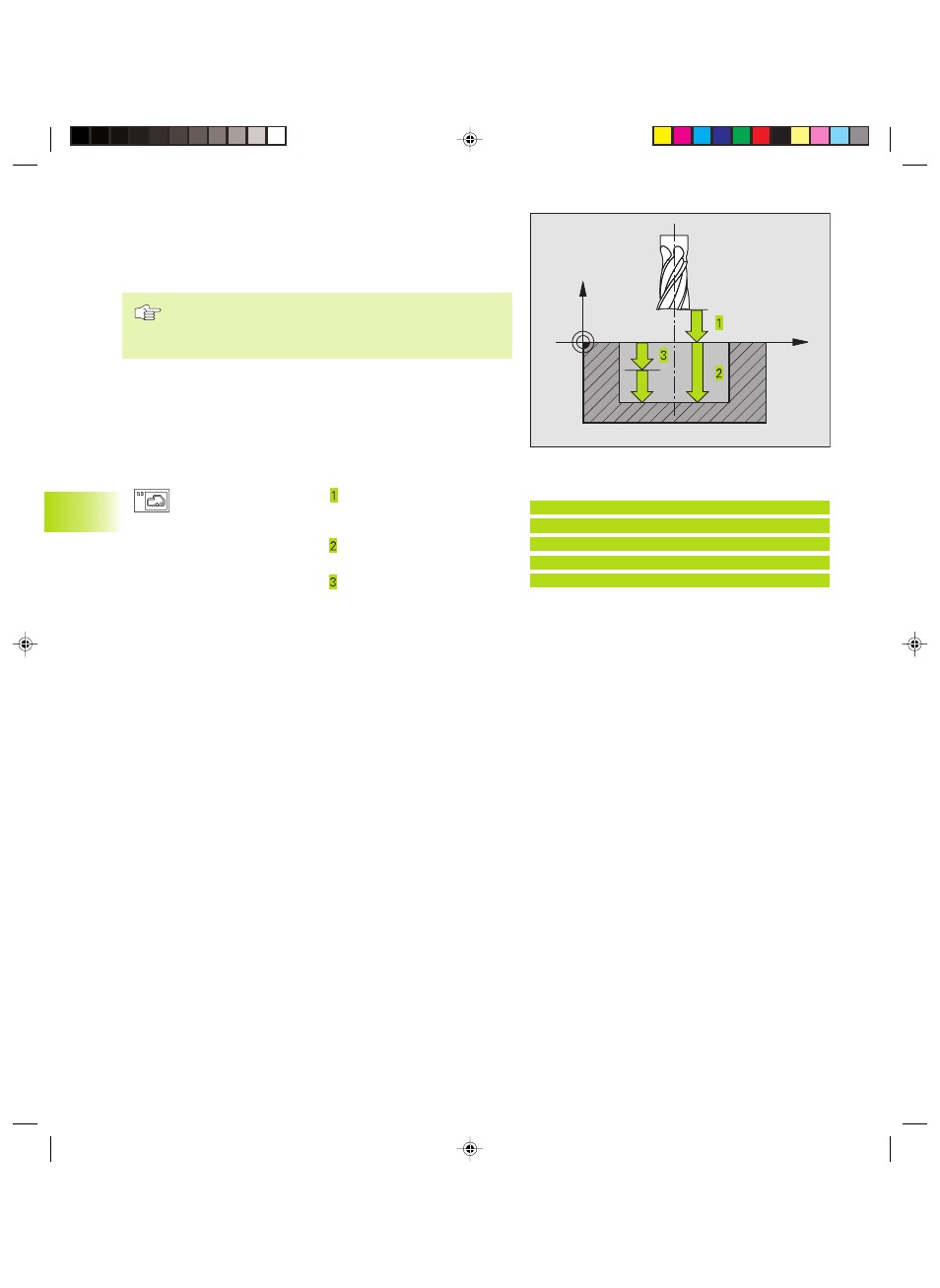
FRESADO DEL CONTORNO (ciclo G58/G59)
Aplicación
El ciclo G58/G59 FRESADO DEL CONTORNO sirve para el acabado
del contorno de la cajera.
Antes de la programación deberá tenerse en cuenta
Programar la frase de posicionamiento en el eje de la herra-
mienta (distancia de seguridad sobre la superficie de la pieza).
Sentido de giro en el fresado del contorno
■
En sentido horario: G58
■
En sentido antihorario: G59
El TNC realiza el acabado por separado para cada contorno parcial,
incluso con varias profundidades de pasada si éstas se han
programado.
ú
Distancia de seguridad (valor incremental): Distancia
entre el extremo de la hta. (posición inicial) y la
superficie de la pieza
ú
Profundidad de fresado (valor incremental): Distancia
entre la superficie de la pieza y la base de la cajera
ú
Profundidad de pasada (valor incremental): Medida,
según la cual la hta. penetra cada vez en la pieza. El
TNC se desplaza en un sólo paso de mecanizado a la
profundidad total cuando:
■
La profundidad de pasada y la profundidad total son
iguales
■
La profundidad de pasada es mayor a la prof. de
fresado
La profundidad de fresado no tiene porque ser múltiplo
de la profundidad de pasada
ú
Avance al profundizar: Avance al profundizar en mm/min
ú
Avance: Avance de fresado en mm/min
X
Z
8.6 Ciclos SL gr
upo I
Ejemplo de frases NC:
N54 G58 P01 2 P02 -15 P03 5 P04 250
P05 500*
...
N71 G59 P01 2 P02 -15 P03 5 P04 250
P05 500*
Kkap8.pm6
28.06.2006, 14:37
194