HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 131
115
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
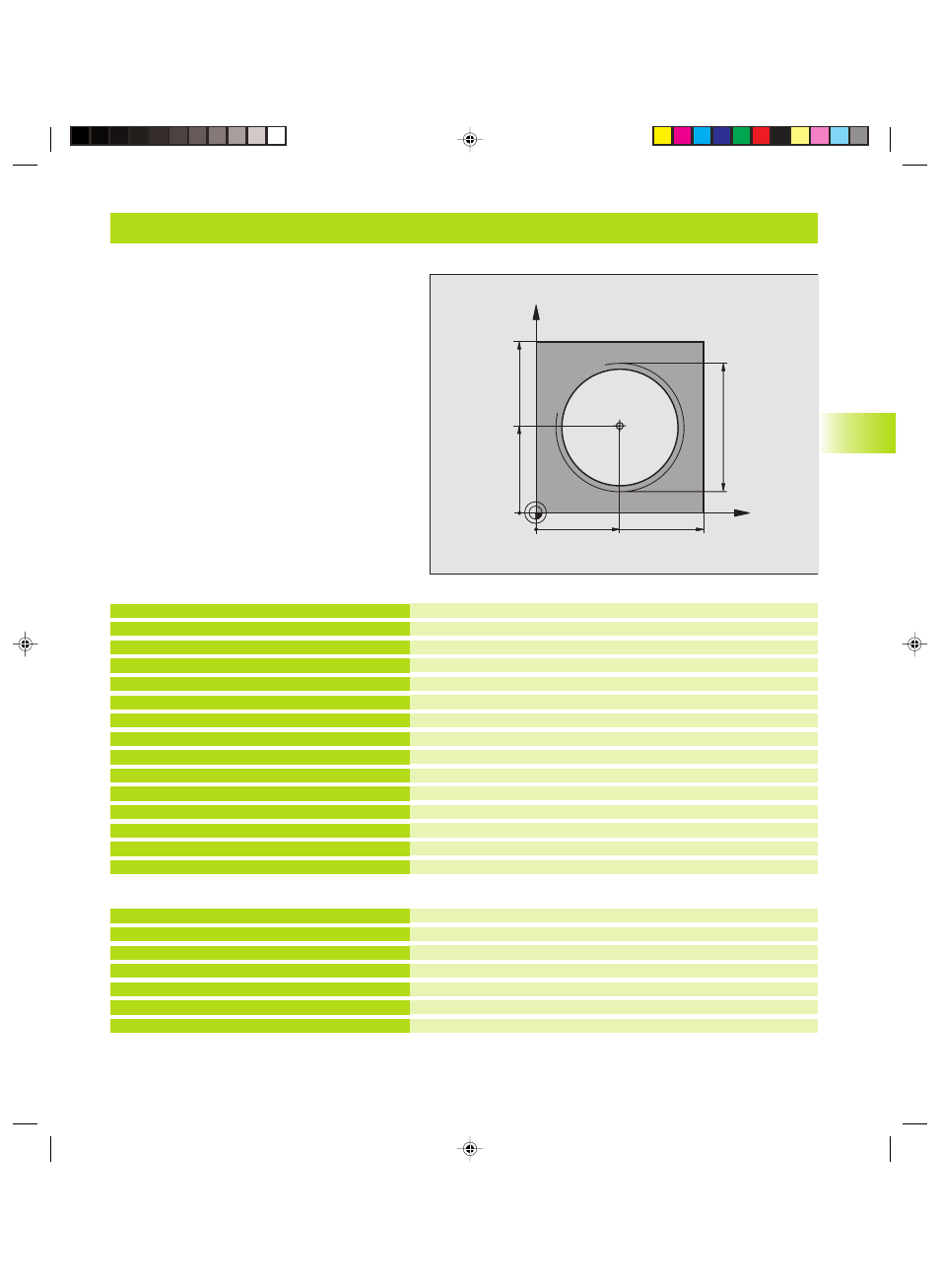
Ejemplo: Hélice
Definición del bloque
Definición de la herramienta
Llamada a la herramienta
Retirar la herramienta
Posicionamiento previo de la herramienta
Aceptar la última posición programada como polo
Desplazamiento a la profundidad de mecanizado
Llegada al primer punto del contorno
Aproximación tangencial
Desplazamiento helicoidal
Salida tangencial
Retirar la hta. del plano de mecanizado, cancelar la corrección de radio
Retirar la hta. en el eje de la misma, final del programa
Inicio de la repetición parcial del programa
Introducir directamente el paso como valor Z incremental
Número de repeticiones (pasadas)
%HELICE G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
N40 T1 G17 S1400 *
N50 G00 G40 G90 Z+250 *
N60 X+50 Y+50 *
N70 G29 *
N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 R+32 H+180 F250 *
N100 G26 R2 *
N110 G13 G91 H+3240 Z+13,5 F200 *
N120 G27 R2 F500 *
N170 G01 G40 G90 X+50 Y+50 F1000 *
N180 G00 Z+250 M2 *
Si son más de 16 pasadas:
...N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 H+180 R+32 F250 *
N100 G26 R2 *
N110 G98 L1 *
N120 G12 G91 H+360 Z+1,5 F200 *
N130 L1,24 *
N999999 %HELICE G71 *
X
Y
50
50
I,J
100
100
M64 x 1,5
6.5 Tipos
de
tr
a
y
ect
o
ria - Coor
denadas polar
es
Gkap6.pm6
28.06.2006, 14:36
115