8 ciclos para el planeado – HEIDENHAIN TNC 426B (280 472) ISO programming Manual del usuario
Página 236
Advertising
8 Programmieren: Zyklen
220
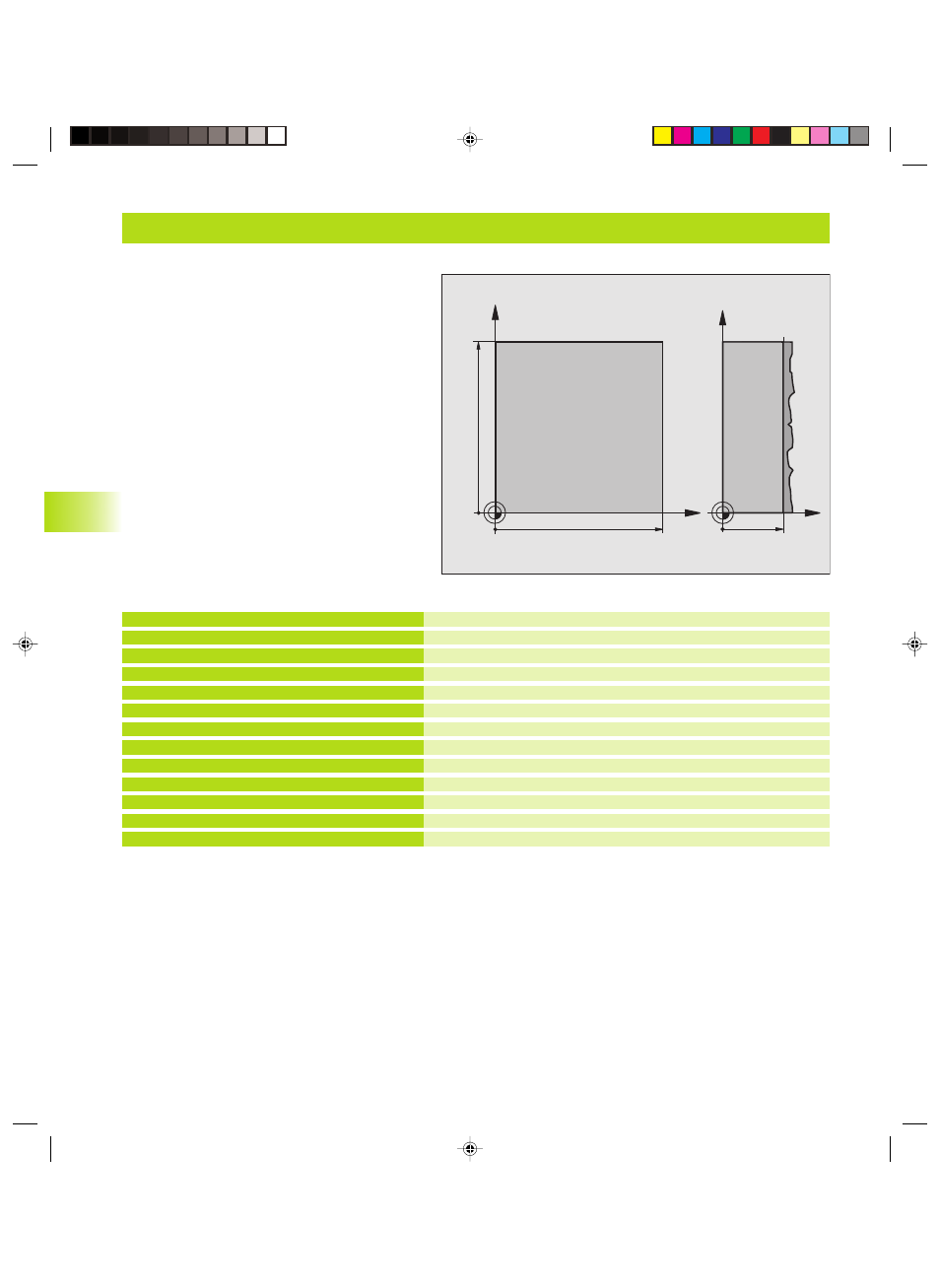
Ejemplo: Planeado
Definición del bloque
Definición de la herramienta
Llamada a la herramienta
Retirar la herramienta
Definición del ciclo Planeado
Posicionamiento previo cerca del punto de partida
Llamada al ciclo
Retirar la herramienta, final del programa
%C230 G71
N10 G30 G17 X+0 Y+0 Z+0 *
N20 G31 G90 X+100 Y+100 Z+40 *
N30 G99 T1 L+0 R+5 *
N40 T1 G17 S3500 *
N50 G00 G40 G90 Z+250 *
N60 G230 Q225=+0 Q226=+0 Q227=+35
Q218=100 Q219=100 Q240=25 Q206=250
Q207=400 Q209=150 Q200=2 *
N70 X-25 Y+0 M03 *
N80 G79 *
N90 G00 G40 Z+250 M02 *
N999999 %C230 G71 *
8.8 Ciclos para el planeado
X
Y
100
100
Z
Y
35
Kkap8.pm6
28.06.2006, 14:37
220
Advertising
Este manual se refiere a los siguientes productos: