Unit "tronzado, 3 units - punz onar – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 77
HEIDENHAIN MANUALplus 620, CNC PILOT 640
77
2.3 Units - Punz
onar
Unit "Tronzado"
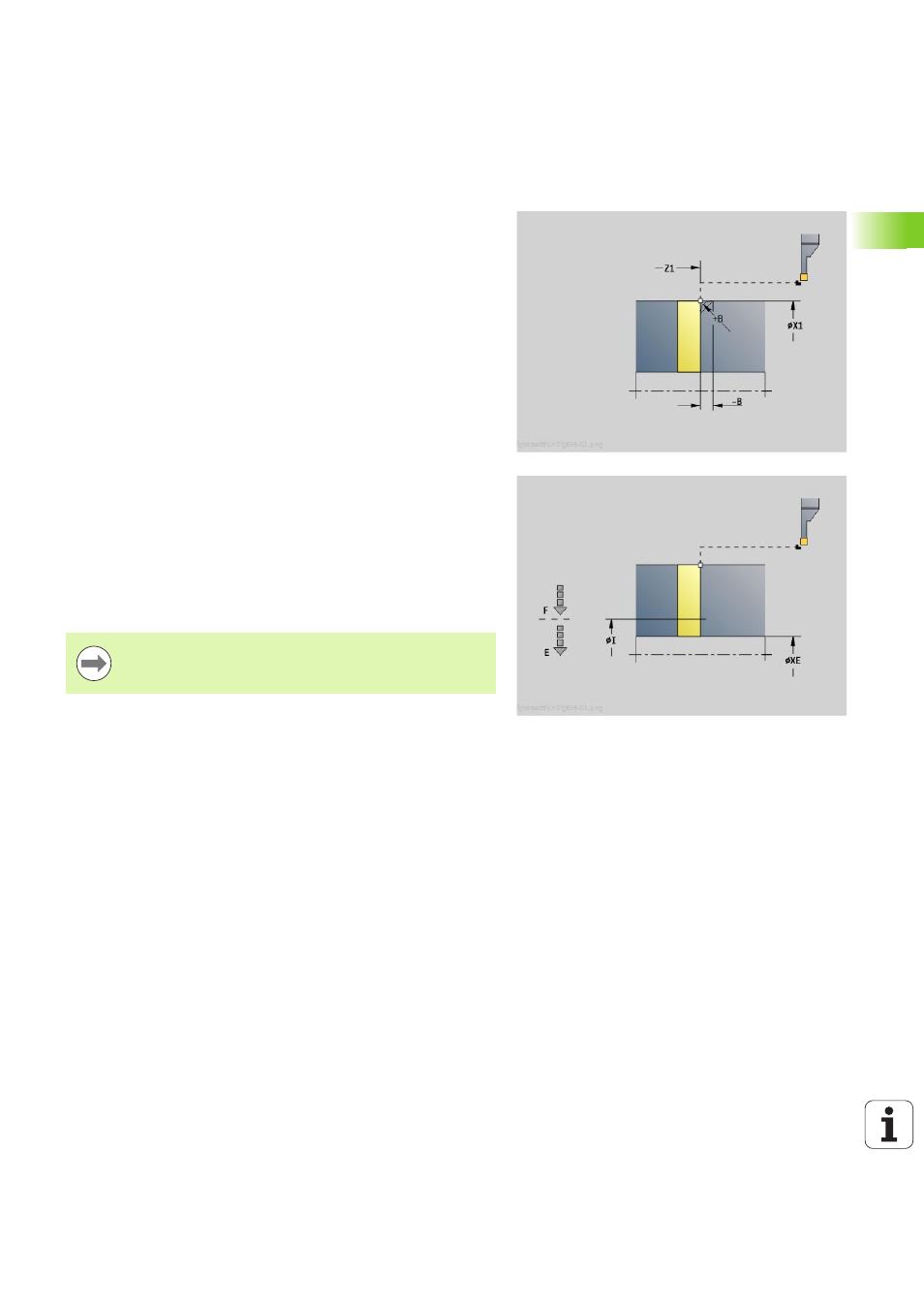
La Unit tronza la pieza torneada. Si se desea, se puede crear un bisel
o redondeo en el diámetro exterior. Tras la ejecución del ciclo la hta.
retrocede al punto inicial. A partir de la posición I puede definir una
reducción del avance.
Unitname: G859_CUT_OFF / Ciclo: G859 (Véase la página 317)
Acceso al banco de datos de tecnología
Tipo de mecanizado: punzonar contorno
Parámetros influidos: F, S, E
Formulario ciclo
X1, Z1
Punto inicial contorno X, Z (cota de diámetro)
B
Bisel/redondeo
B\>0: Radio del redondeo
B<0: Longitud de segmento del chaflán
D
Velocidad máxima de giro
XE
Diámetro interior (tubo)
I
Diámetro de la reducción del avance. Diámetro límite a
partir del cual se trabaja con avance reducido.
E
Avance reducido
SD
Limitación de revoluciones a partir del diámetro I
U
Diámetro, a partir del que se activa el elemento de sujeción
de piezas (función específica de la máquina)
K
Distancia de retroceso tras el tronzado: Retirar
lateralmente la herramienta de la superficie plana antes de
su retroceso
Otros formularios: Véase la página 60
La limitación a las revoluciones máx. "D" solamente tiene
efecto dentro del ciclo. Al final del ciclo vuelve a ser activa
la limitación de revoluciones efectiva antes del ciclo.