Ciclos de torneado sencillos, 35 f unciones g de contr o les ant e ri or es – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 438
438
Programación DIN
4.35 F
unciones G de contr
o
les ant
e
ri
or
es
Ciclos de torneado sencillos
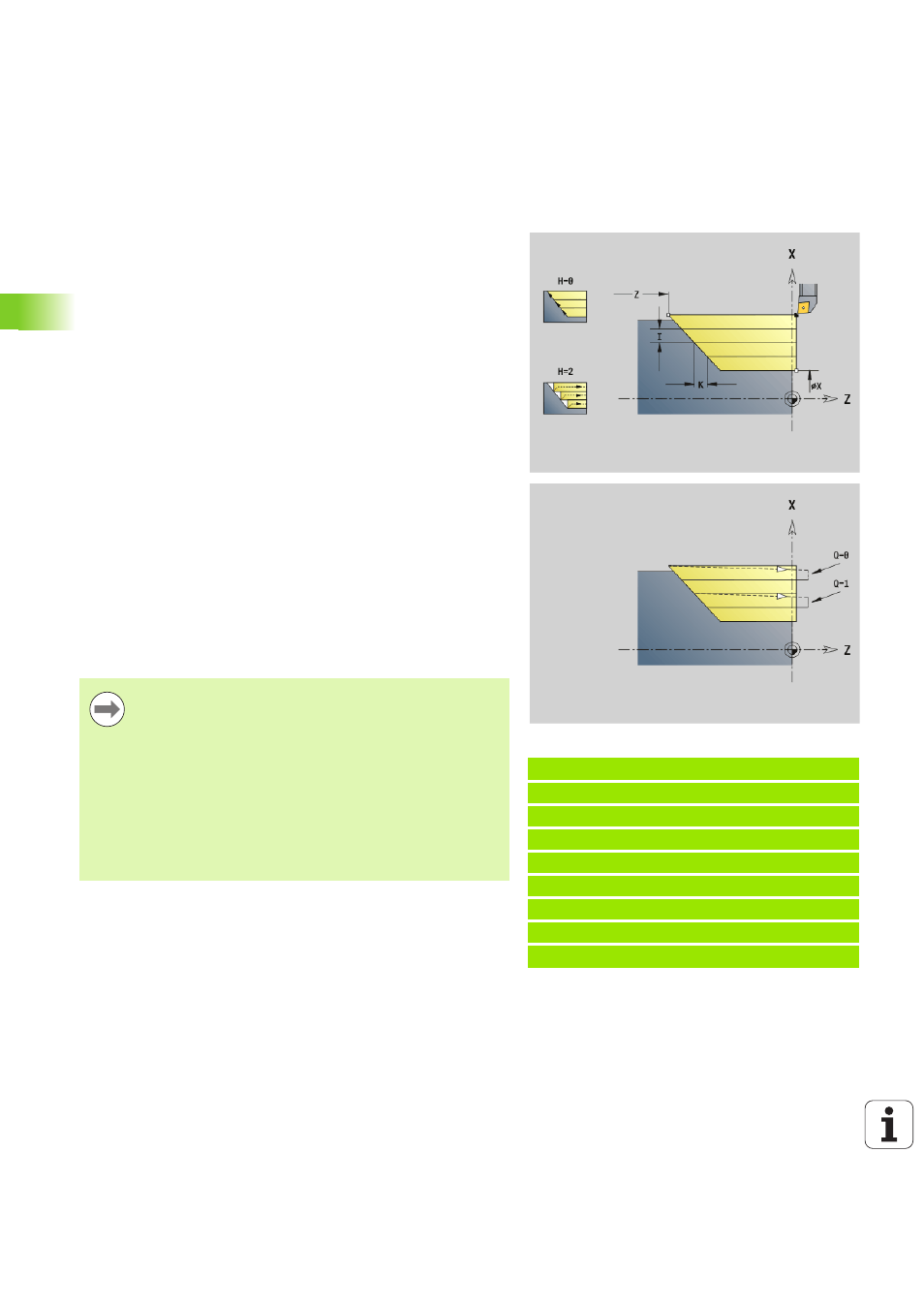
Cilindrado sencillo G81
G81 desbasta la zona de contorno descrita por la posición actual de la
herramienta y "X, Z". En una superficie oblicua, el ángulo se define con
I y K.
El Control numérico identifica un mecanizado exterior/interior a partir
de la ubicación del punto final. La subdivisión del corte se calcula de
modo que se evite un "corte con roces" y que la alimentación calculada
sea <="I".
Beispiel: G81
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 Q0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 Q1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
. . .
Parámetro
X
Punto inicial del contorno X (cota de diámetro)
Z
Punto final del contorno
I
Alimentación máxima en X
K
Decalaje en dirección Z (por defecto: 0)
Q
Función G Alimentación (por defecto: 0)
0: Alimentación con G0 (avance rápido)
1: Alimentación con G1 (avance activo)
V
Tipo de retirada (por defecto: 0)
0: Retorno al punto de partida del ciclo en Z y último diámetro
de elevación en X
1: retorno al punto inicial del ciclo
H
Tipo de alejamiento (por defecto: 0)
0: mecaniza tras cada corte a lo largo del contorno
2: se eleva con un ángulo de 45° - sin alisamiento del
contorno
Programación X, Z: en cotas absolutas, incrementales
o autoretención
La corrección del radio de filo de cuchilla no se ejecuta.
Distancia de seguridad después de cada corte: 1mm.
Una sobremedida G57
se compensa en función del signo (por lo cual no son
posibles las sobremedidas en los mecanizados
interiores)
se mantiene activa después de finalizar el ciclo
No se compensa una sobremedida G58.