HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 205
HEIDENHAIN MANUALplus 620, CNC PILOT 640
205
4.3 Element
o
s básicos del cont
or
no de t
o
rn
eado
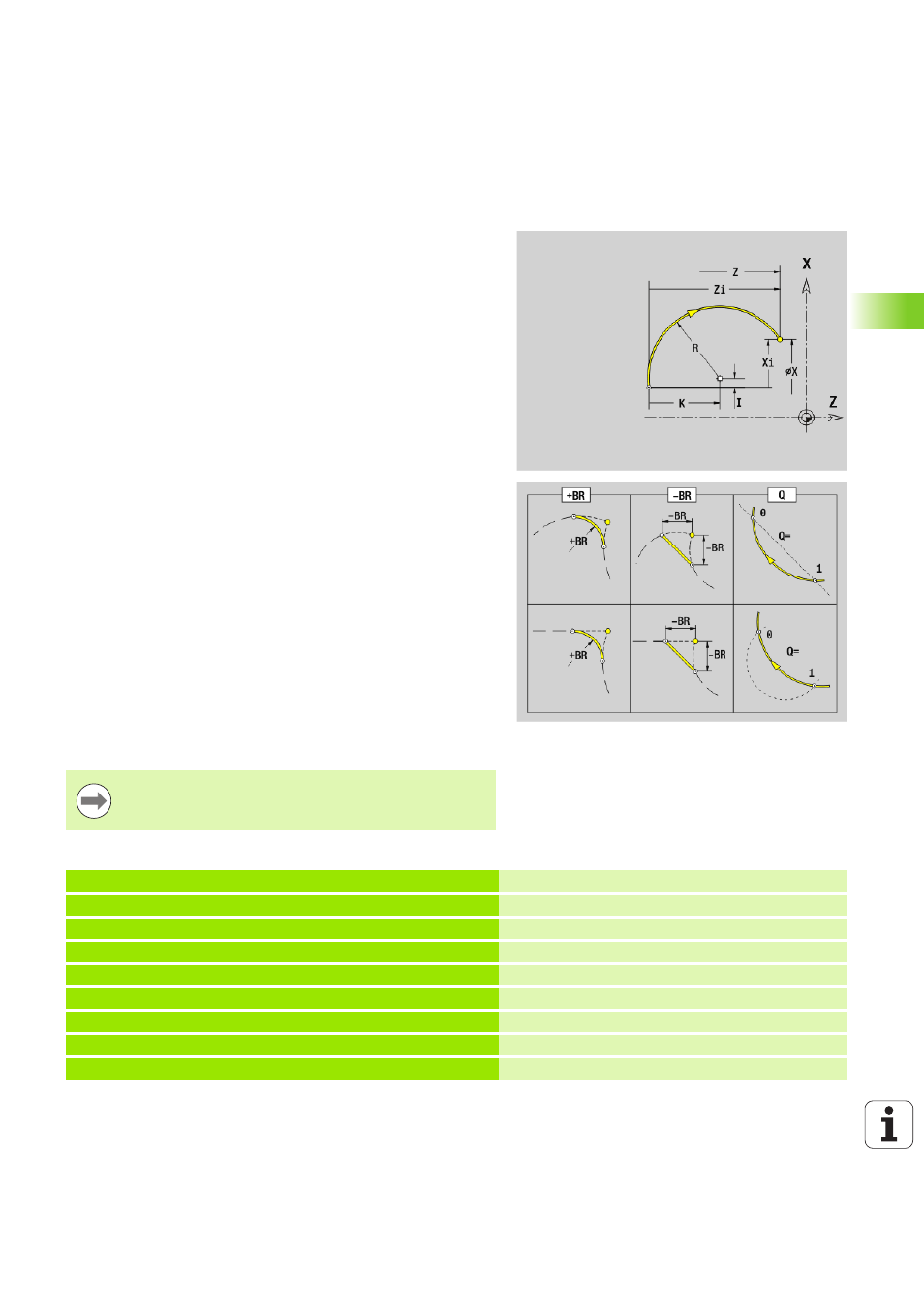
Arco de círculo del contorno de torneado, G2-/
G3-Geo
G2/G3 define un arco de círculo en un contorno de torneado con
acotación incremental del centro. Sentido de giro (véase imagen de
ayuda):
G2: en sentido horario
G3: en sentido antihorario
Ejemplo: G2-. G3-Geo
Parámetro
X
Punto final del elemento de contorno (cota de diámetro)
Z
Punto final del elemento de contorno
R
Radio
I
Centro (distancia del punto de partida al centro como cota de
radio)
K
Centro (distancia de punto de partida a centro)
Q
Punto de corte. Punto final, cuando el arco de círculo corta una
recta o un arco de círculo (por defecto: 0):
0: Punto de corte cercano
1: punto de corte lejano
BR
Bisel/redondeo. Define la transición al próximo elemento de
contorno. Programar el punto final teórico del elemento del
contorno, si se indica un bisel/redondeo.
Sin datos: Transición tangencial
BR=0: Transición no tangencial
BR\>0: Radio del redondeo
BR<0: Anchura del bisel
BE, BF, BD, BP y BH (véase "Atributos de mecanizado para los
elementos de forma" en la página 202)
FP
No mecanizar elemento (únicamente necesario para
TURN PLUS):
0: no mecanizar elemento básico (círculo)
1: no mecanizar elemento superpuesto (por ej., bisel o
redondeo)
2: no mecanizar elemento básico / superpuesto
Programación X, Z: en cotas absolutas, incrementales,
autoretención o "?"
. . .
PIEZA ACABADA
N1 G0 X0 Z-10
N2 G3 X30 Z-30 R30
Punto de destino y radio
N3 G2 X50 Z-50 I19.8325 K-2.584
Punto final y centro incrementales
N4 G3 Xi10 Zi-10 R10
Punto final incremental y radio
N5 G2 X100 Z? R20
coordenada del punto final desconocida
N6 G1 Xi-2.5 Zi-15
. . .