Rosca cónica api g352, Véase "rosca cónica api g352” en pág. 314, 1 9 ciclos de r o scado – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 314
314
Programación DIN
4.1
9
Ciclos de r
o
scado
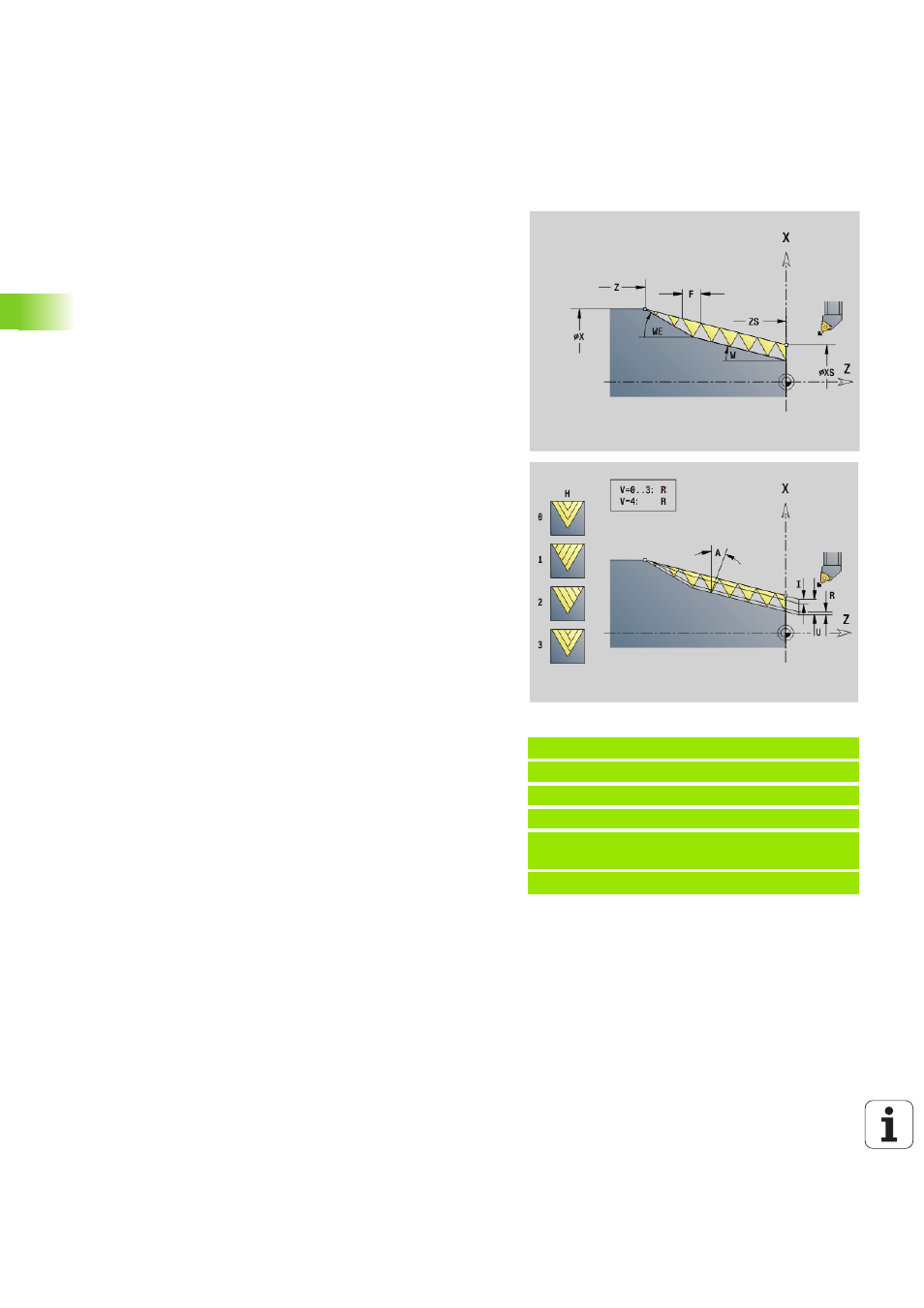
Rosca cónica API G352
G352 elabora una rosca API en uno o varios pasos. La profundidad de
rosca se reduce a la salida de la misma.
Beispiel: G352
%352.nc
[G352]
N1 T5 G97 S1500 M3
N2 G0 X13 Z4
N3 G352 X16 Z-28 XS13 ZS0 F1.5 U-999
WE12
FINAL
Parámetro
X
Punto final de la rosca (cota de diámetro)
Z
Punto final de la rosca
XS
Punto inicial de la rosca (cota de diámetro)
ZS
Punto inicial de la rosca
F
Paso de rosca
U
Profundidad de rosca
U\>0: Rosca interior
U<=0: Rosca exterior (lado longitudinal y frontal)
U= +999 o –999: la profundidad de rosca se calcula
I
Aproximación máxima (por defecto: se calcula a partir del paso
de rosca y la profundidad de rosca).
V
Tipo de aproximación (por defecto: 0); información
detalladaVéase la página 303
0: sección de arranque de viruta constante en todos los
cortes
1: alimentación constante
2: con subdivisión del corte de material restante Primera
alimentación = "Resto" de la división profundidad de rosca/
profundidad de corte. El "último corte" se subdivide en cortes
de 1/2, 1/4, 1/8 y 1/8 de dicho corte.
3: la alimentación se calcula a partir del paso y de la velocidad
de rotación
4: como MANUALplus 4110
H
Tipo de decalaje para alisar los flancos de rosca (por defecto: 0)
0: sin decalaje
1: decalaje desde la izquierda
2: decalaje desde la derecha
3: decalaje alterno por la derecha/izquierda
A
Ángulo de aproximación (campo: -60° < A < 60°; por defecto:
30°)
A\>0: Alimentación desde el flanco derecho
A<0: Alimentación desde el flanco izquierdo
R
Profundidad de corte de material restante - sólo con tipo de
aproximación V=4 (como en el MANUALplus 4110)
W
Ángulo cónico (campo: –45° < W < 45°; por defecto: 0°)
WE
Ángulo de salida (campo: 0° < WE < 90°; por defecto: 12°)
D
Número de filetes para rosca de varias entradas
Q
Número de recorridos en vacío después del último corte (para
reducir la presión de corte en el fondo de la rosca ) - (por
defecto: 0)
C
Ángulo inicial (el comienzo de la rosca está definido respecto a
elementos de contorno sin simetría de revolución) - (por
defecto: 0)