Rosca métrica iso g35, Véase "rosca métrica iso g35” en pág. 313, 1 9 ciclos de r o scado – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 313
HEIDENHAIN MANUALplus 620, CNC PILOT 640
313
4.1
9
Ciclos de r
o
scado
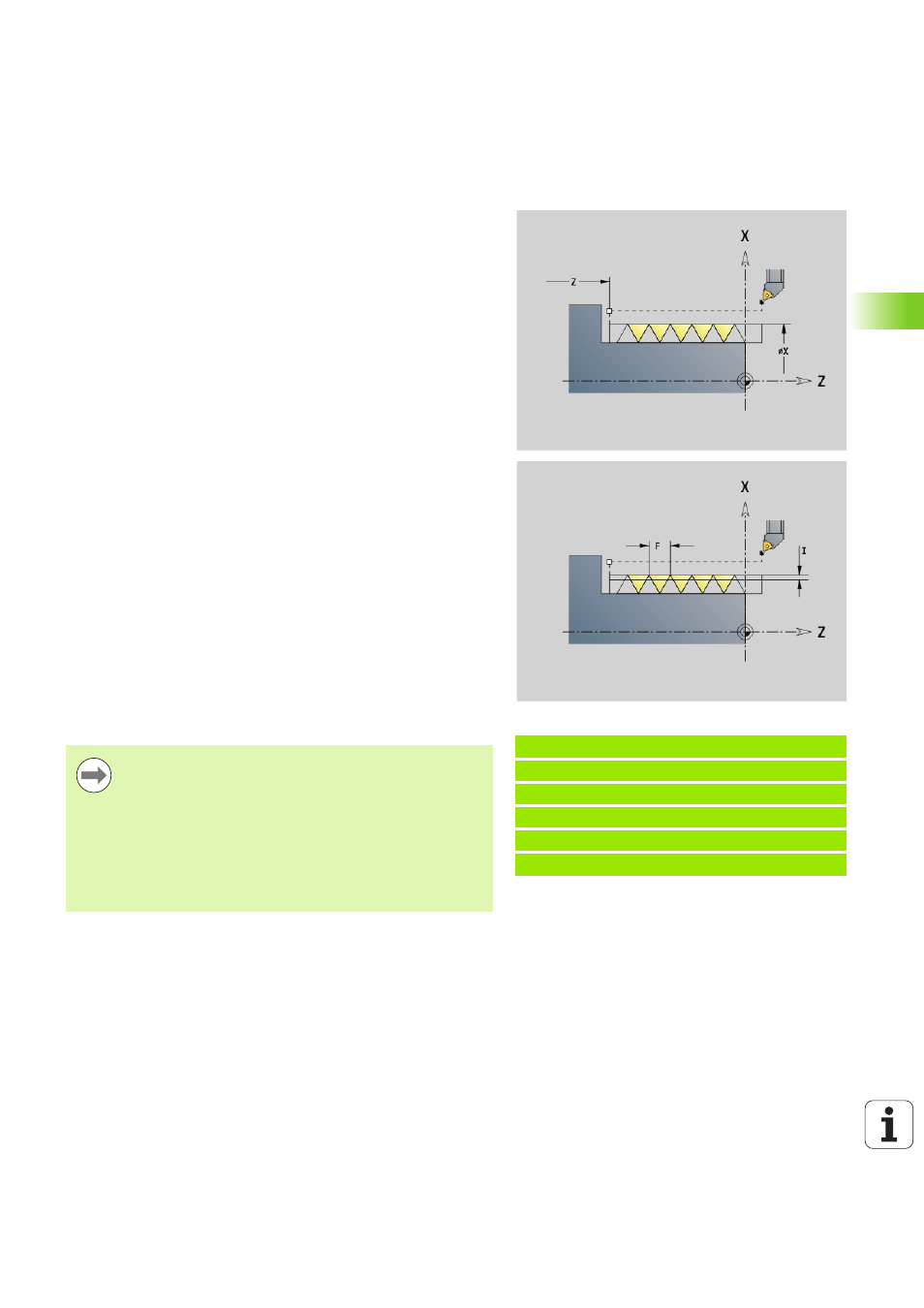
Rosca métrica ISO G35
G35 elabora una rosca longitudinal (roscado interior o exterior). La
rosca comienza en la posición actual de la herramienta y finaliza en el
"punto final X, Z".
El Control numérico calcula a partir de la posición de la herramienta
relativa al punto final de la rosca si se crea un roscado exterior o
interior.
Beispiel: G35
%35.nc
[G35]
N1 T5 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z-29 F1.5
FINAL
Parámetro
X
Punto final de la rosca (cota de diámetro)
Z
Punto final de la rosca
F
Paso de rosca
I
Alimentación máxima
Sin datos: I se calcula según el paso de rosca y la profundidad
de la misma
Q
Número de recorridos en vacío después del último corte (para
reducir la presión de corte en el fondo de la rosca ) - (por
defecto: 0)
V
Tipo de aproximación (por defecto: 0); información
detalladaVéase la página 303
0: sección de arranque de viruta constante en todos los
cortes
1: alimentación constante
2: con subdivisión del corte de material restante Primera
alimentación = "Resto" de la división profundidad de rosca/
profundidad de corte. El "último corte" se subdivide en cortes
de 1/2, 1/4, 1/8 y 1/8 de dicho corte.
3: la alimentación se calcula a partir del paso y de la velocidad
de rotación
4: como MANUALplus 4110
5: alimentación constante (como en 4290)
6: constante con restante (como en 4290)
"Parada de ciclo" - El Control numérico retira la
herramienta del filete de rosca y, una vez hecho esto,
detiene todos los movimientos. (Distancia de elevación:
parámetro de configuración del fabricante
cfgGlobalPrperties-threadliftoff)
En las roscas interiores debería predefinirse el "paso de
rosca F", ya que el diámetro del elemento longitudinal
no es el diámetro de la rosca. Si se emplea el cálculo del
paso de rosca realizado por el Control numérico, caben
esperar escasas variaciones.
Desarrollo del ciclo
1
Se calcula la subdivisión del corte.
2
Se realiza un corte de roscado.
3
Regresa con avance rápido y se alimenta la herramienta para el
corte siguiente.
4
Se repiten 2...3 hasta que se acaba el roscado.
5
Ejecuta los cortes en vacío.
6
Regresa al punto inicial.