26 ciclos de fr esado – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 374
374
Programación DIN
4.26 Ciclos de fr
esado
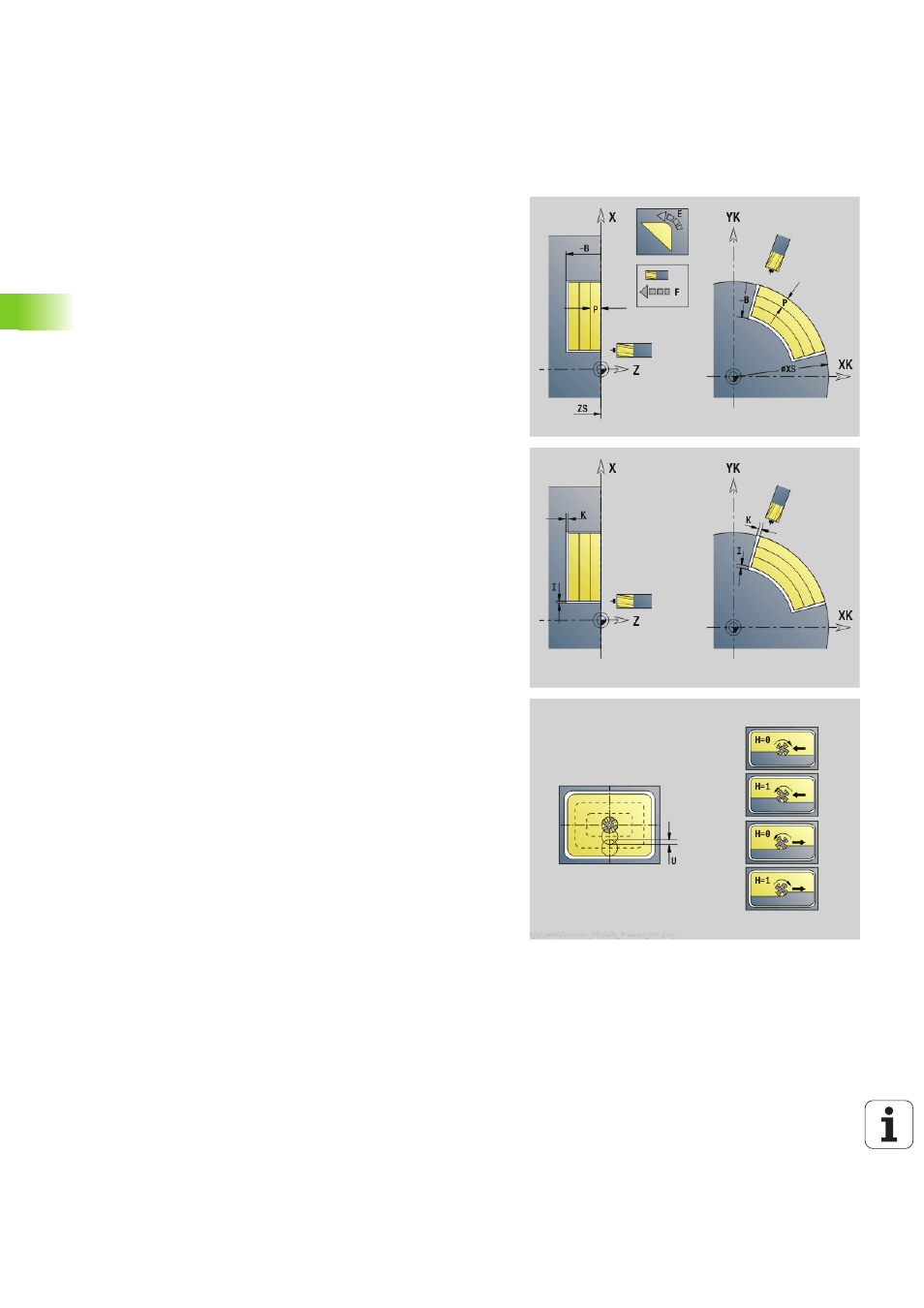
G845 – Fresado
La dirección de fresado se modifica con el sentido de rotación del
fresado H
, la dirección del mecanizado Q y el sentido de giro de la
fresa (véase la siguiente tabla). Programar sólo los parámetros
indicados en la siguiente tabla.
Véase también:
G845 – Nociones básicas: página 372
G845 – determinar posiciones de pretaladrado: página 373
Parámetros - Fresado
ID
Contorno de fresado - Nombre del contorno que se debe fresar
NS
Número de frase inicial del contorno
Figuras: número de bloque de la figura
Contorno libre cerrado: un elemento de contorno (no el
punto de partida)
B
Profundidad de fresado (por defecto: profundidad tomada de la
descripción del contorno)
P
Alimentación (máxima) (por defecto: fresado en una sola
alimentación)
XS
Canto superior de fresado superficie lateral (sustituye el plano
de referencia tomado de la descripción del contorno)
ZS
Canto superior de fresado superficie frontal (sustituye el plano
de referencia tomado de la descripción del contorno)
I
Sobremedida en dirección X (cota de radio)
K
Sobremedida en la dirección Z
U
Factor de solapamiento (mínimo). Establece el solapamiento
de las trayectorias de fresado (por defecto: 0,5).
Solapamiento = U*diámetro de fresa
V
Factor de rebasamiento (en el mecanizado con eje C no tiene
función)
H
Dirección de desarrollo del fresado (por defecto: 0)
0: Marcha inversa
1: Marcha sincron.
F
Avance de alimentación en profundidad (por defecto: avance
activo)
E
Avance reducido para elementos circulares (por defecto:
avance actual)
RB
Plano de retroceso (por defecto: vuelta a la posición de partida)
Superficie frontal o posterior: posición de retroceso en
dirección Z
Superficie lateral: posición de retroceso en dirección X (cota
de diámetro)
Q
Dirección de mecanizado (por defecto: 0)
0: de dentro a fuera
1: de fuera a dentro