Ciclo de taladrado g71, 22 ciclos de taladr ado – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 327
HEIDENHAIN MANUALplus 620, CNC PILOT 640
327
4.22 Ciclos de taladr
ado
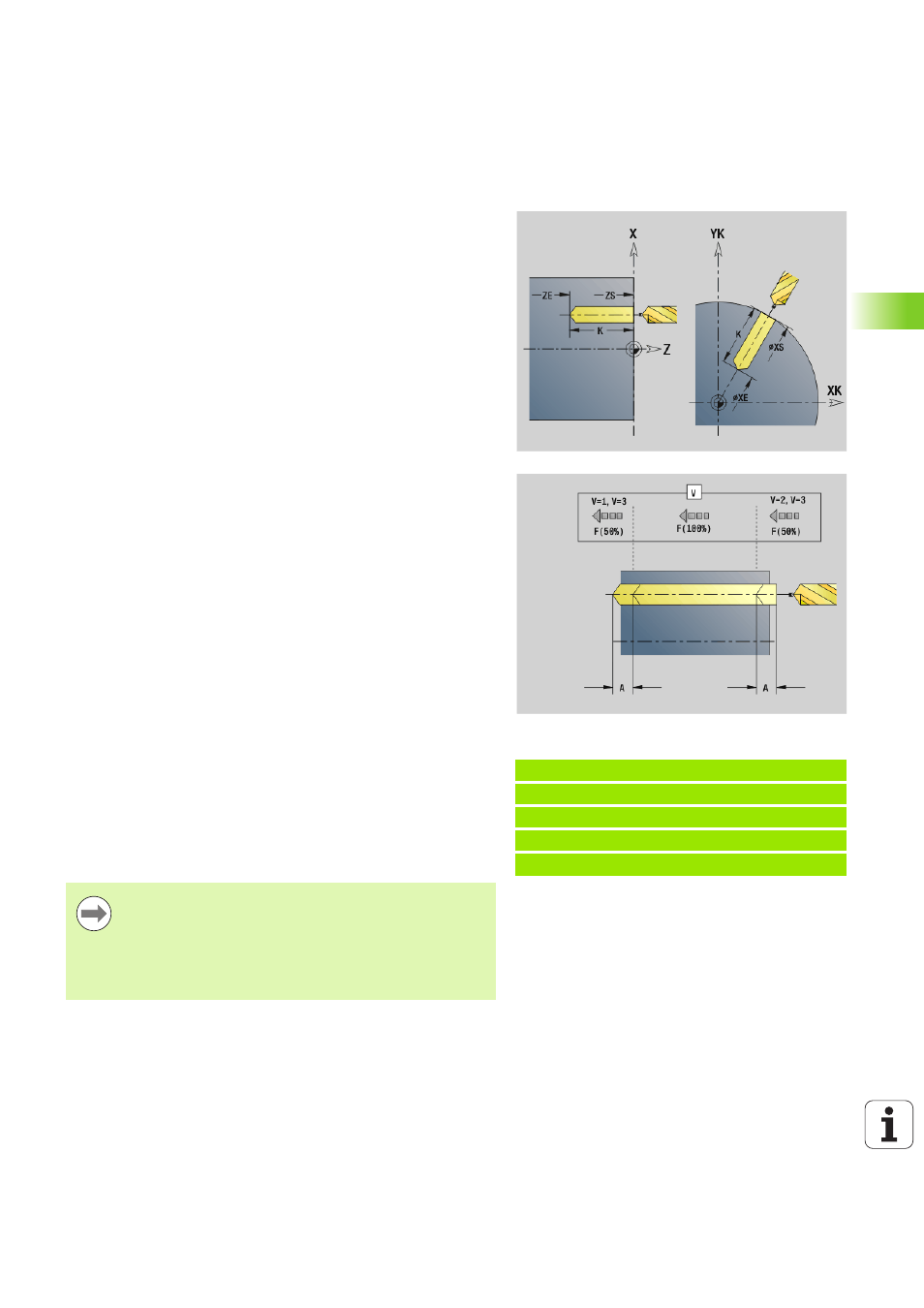
Ciclo de taladrado G71
G71 realiza taladros axiales/radiales con herramientas fijas o
motorizadas.
Beispiel: G71
. . .
N1 T50 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2 [Taladrar]
. . .
Parámetro
ID
Contorno de taladrado - nombre de la descripción del taladrado
NS
Número de frase del contorno
Referencia al contorno de taladrado (G49-, G300- o
G310-Geo)
Sin datos: taladro individual sin descripción del contorno
XS
Punto inicial del taladrado radial (cota de diámetro)
ZS
Punto inicial del taladrado axial
XE
Punto final de taladrado radial (Cota de diámetro)
ZE
Punto final de taladrado axial
K
Profundidad de taladrado (como alternativa a XE/ZE)
A
Longitud de taladrado inicial/taladrado pasante (por defecto: 0)
V
Variante de taladrado pasante Reducción del avance (50 %) -
(por defecto: 0)
0: Sin reducción del avance
1: Reducción del avance en taladrado pasante
2: Reducción del avance en taladrado inicial
3: Reducción del avance en taladrado inicial y pasante
RB
Plano de retroceso (taladrados radiales, taladrados en el plano
YZ: cota de diámetro) - (por defecto: retroceso a la posición
inicial o a la distancia de seguridad)
E
Tiempo de espera para la rotura de viruta en el fondo del
taladro (en segundos) - (por defecto: 0)
D
Tipo retroceso (por defecto): 0
0: Avance rápido
1: Avance
BS
Inicio número de elemento (número del primer taladro de un
patrón que debe mecanizarse)
BE:
Final número de elemento (número del último taladro de un
patrón que debe mecanizarse)
H
Freno (de cabezal) off (por defecto: 0)
0: Freno de cabezal On
1: Freno de cabezal Off
Taladro individual sin descripción del contorno:
programar alternativamente "XS o ZS".
Taladrado con descripción del contorno: no programar
"XS, ZS".
Patrón de taladros: "NS" apunta al contorno de taladrado
y no a la definición del patrón.