7 units - a c abar – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 123
HEIDENHAIN MANUALplus 620, CNC PILOT 640
123
2.7 Units - A
c
abar
Acceso al banco de datos de tecnología
Tipo de mecanizado Acabado
Parámetros influidos: F, S, E
Formulario forma G
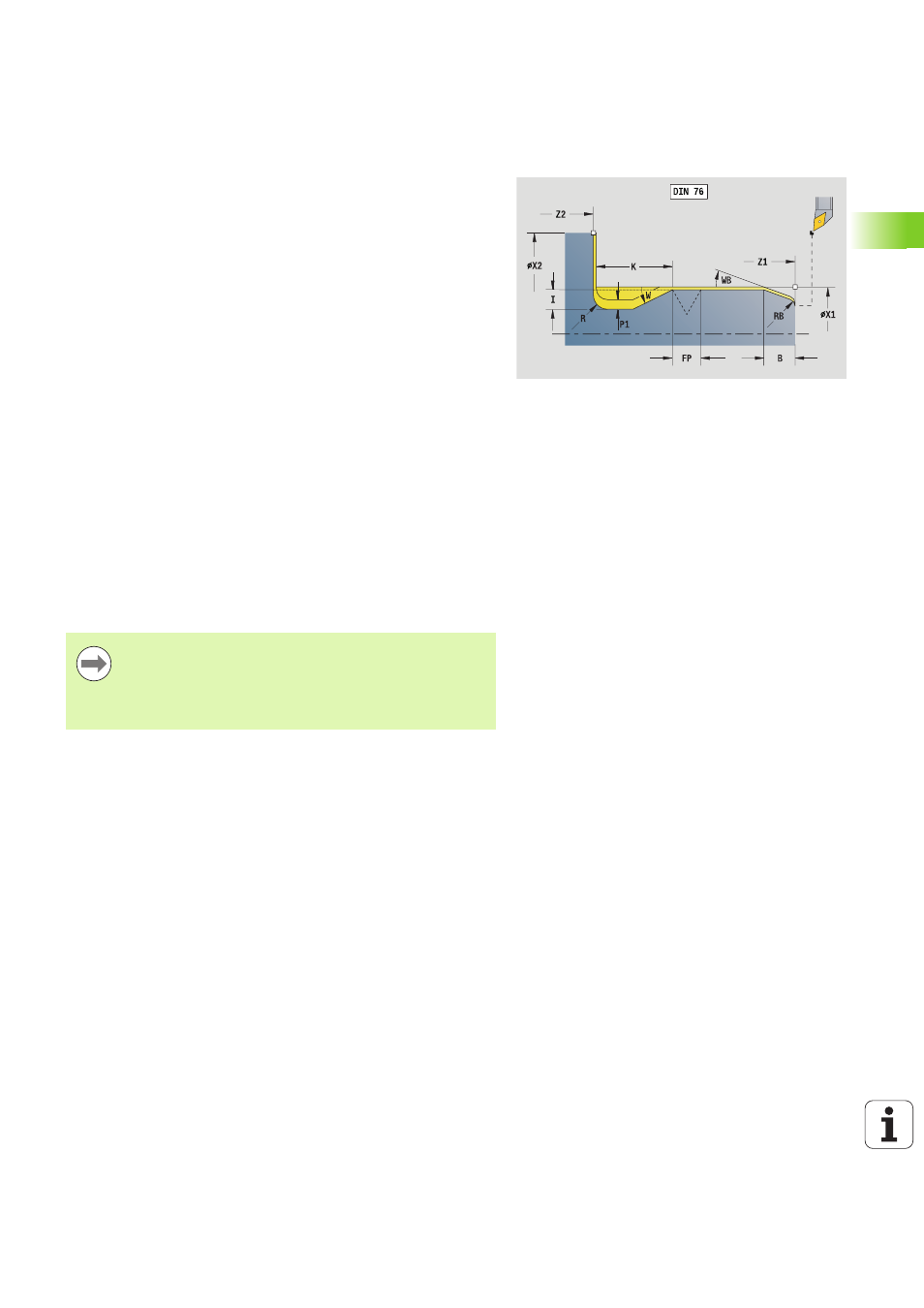
FP
Paso de rosca
I
Diámetro de entalladura (por defecto: tabla de la norma)
K
Longitud de entalladura (por defecto: tabla normalizada)
W
Ángulo de entalladura (por defecto: tabla de la norma 30°)
R
Radio de entalladura (por defecto: tabla normalizada)
P1
Sobrem.tall. libre
Sin datos: Mecanizado en un corte
P1\>0: Subdivisión en torneado de desbaste y torneado
de acabado; P1=sobremedida longitudinal; la
sobremedida transversal es siempre 0,1 mm
H
Modo de partida
0: volver al pto. inic.
1: Final de superficie refrentada
Parámetros adicionales "corte inicial del cilindro"
B
Corte inicial del cilindro (sin datos: sin corte entrada)
WB
Ángulo de corte inicial (por defecto: 45°)
RB
Valor positivo: radio de corte inicial, valor negativo: bisel (sin
valor: ningún elemento)
E
Avance reducido para el profundizado y el corte inicial (por
defecto: avance activado)
U
Sobremedida para rectificado de cilindro
Otros formularios: Véase la página 60
La entalladura se realiza sólo en esquinas del contorno
perpendiculares y paralelas a los ejes sobre su eje
longitudinal.
El Control numérico determina a partir de la tabla de la
norma los parámetros que no hayan sido programados: