Movimiento circular g2/g3, 1 0 mo vimient o s lineales y cir c ular es – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 252
252
Programación DIN
4.1
0
Mo
vimient
o
s lineales y cir
c
ular
es
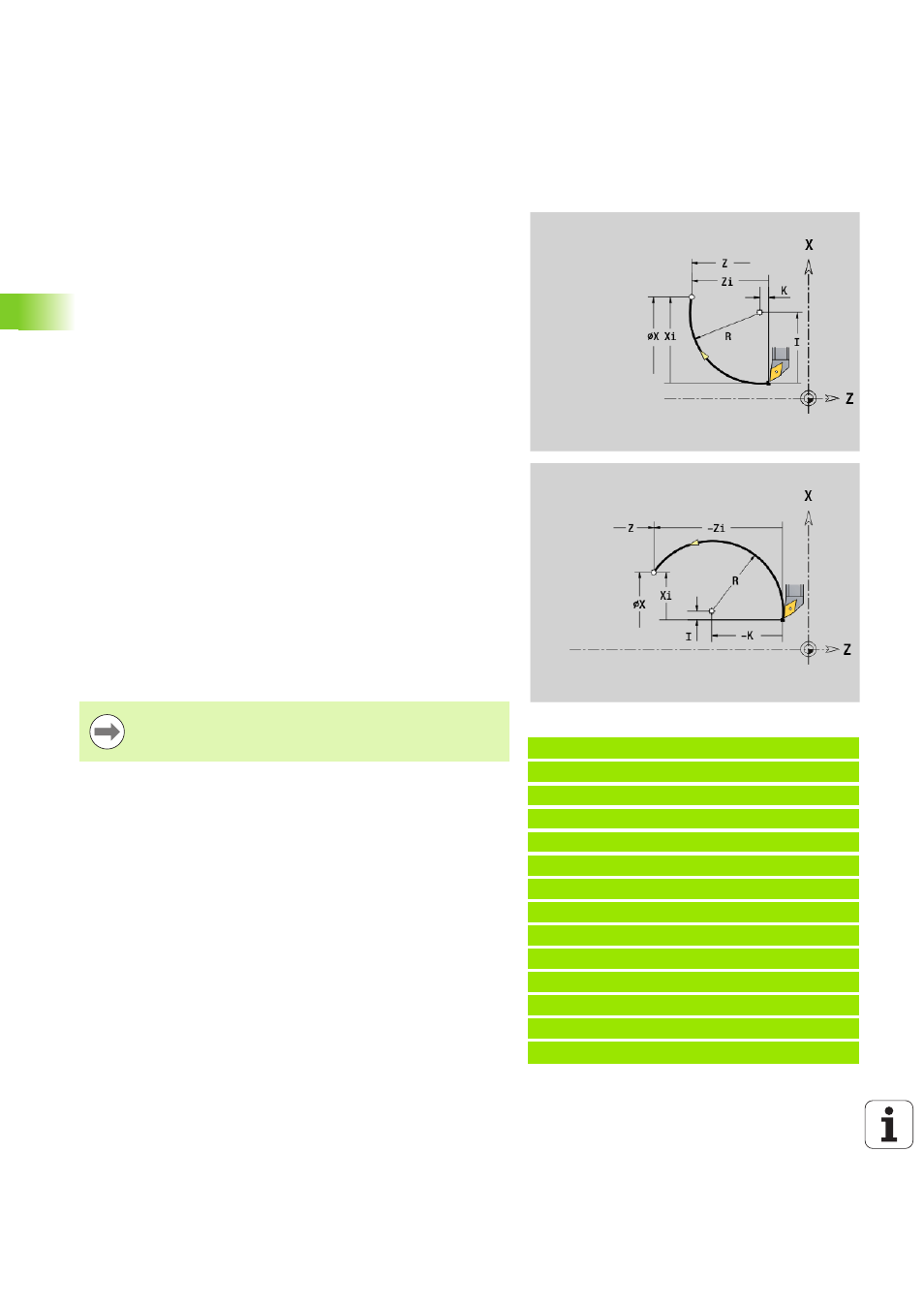
Movimiento circular G2/G3
G2/G3 desplaza la herramienta en una trayectoria circular con el
avance activo hasta el "punto final". La acotación del centro se realiza
de modo incremental. Sentido de giro (véase imagen de ayuda):
G2: en sentido horario
G3: en sentido antihorario
Beispiel: G2, G3
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X0 Z2
N3 G42
N4 G1 Z0
N5 G1 X15 B-0.5 E0.05
N6 G1 Z-25 B0
N7 G2 X45 Z-32 R36 B2
N8 G1 A0
N9 G2 X80 Z-80 R20 B5
N10 G1 Z-95 B0
N11 G3 X80 Z-135 R40 B0
N12 G1 Z-140
N13 G1 X82 G40
. . .
Parámetro
X
Punto final (cota de diámetro)
Z
Punto final
R
Radio (0 < R <= 200 000 mm)
I
Centro incremental (distancia del punto inicial al centro; cota de
radio)
K
Centro incremental (distancia del punto de partida al centro)
Q
Punto de corte. Punto final, cuando el arco de círculo corta una
recta o un arco de círculo (por defecto: 0):
0: Punto de corte cercano
1: punto de corte lejano
BR
Bisel/redondeo. Define la transición al próximo elemento de
contorno. Programar el punto final teórico del elemento del
contorno, si se indica un bisel/redondeo.
Sin datos: Transición tangencial
BR=0: Transición no tangencial
BR\>0: Radio del redondeo
BR<0: Anchura del bisel
BE:
Factor de avance especial para el bisel/redondeo (por defecto: 1)
Avance especial = avance activo * BE (0 < BE <= 1)
Programación X, Z: en cotas absolutas, incrementales,
autoretención o "?"