HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 288
288
Programación DIN
4.1
7
Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
El Control numérico reconoce a partir de la definición de herramienta
si se trata de una profundización radial o axial.
Programar como mínimo una referencia de contorno (p. ej.: NS o bien
NS, NE y P.
Corrección de profundidad de torneado R: en función del material,
de la velocidad de avance, etc. la cuchilla "bascula" en el torneado. El
error de alimentación que se produce se corrige con la "corrección de
profundidad de torneado R". Por regla general, este valor se calcula de
forma empírica.
Parámetro
H
Tipo de retirada al finalizar el ciclo (por defecto: 0)
0: volver al punto inicial (profundización axial: primero en
dirección Z, luego en X; profundización radial: primero en
dirección X, luego en Z)
1: posiciona antes del contorno acabado
2: se retira a la distancia de seguridad y se detiene
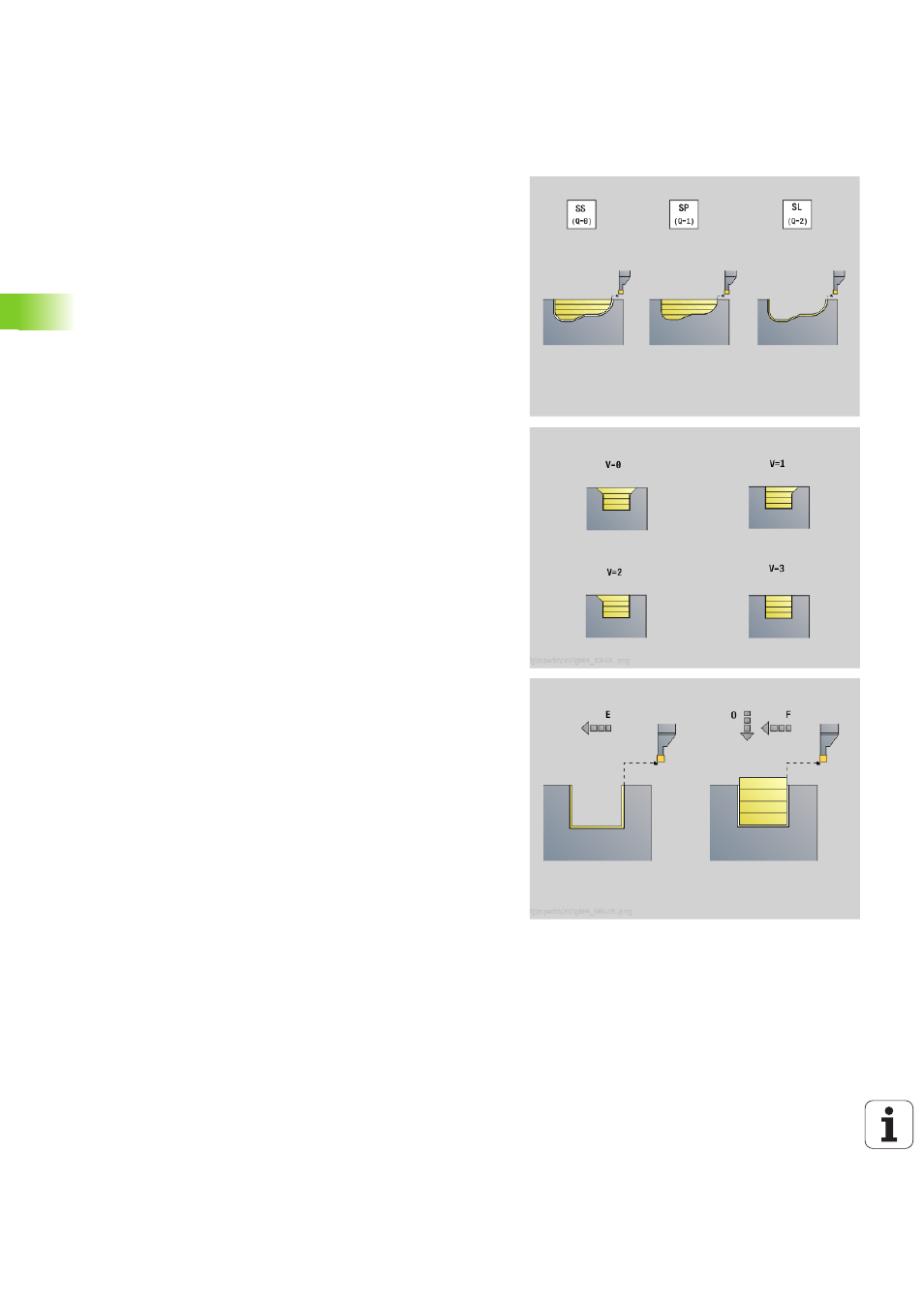
V
Identificación Comienzo/Final (por defecto: 0) Se mecaniza un
bisel/redondeo:
0: al principio y al final
1: al principio
2: al final
3: sin mecanizado
O
Avance de profundización (por defecto: avance activo)
E
Avance de acabado (por defecto: avance activo)
B
Anchura de decalaje (por defecto: 0)
XA,
ZA
Punto inicial pieza en bruto (sólo efectivo cuando no se haya
programado ninguna en bruto)
XA, ZA no programado: el contorno de la pieza en bruto se
calcula a partir de la posición de herramienta y del contorno
ICP.
XA, ZA programado: definición del punto esquina del
contorno de pieza en bruto.