Final de ciclo/contorno sencillo g80 – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 296
296
Programación DIN
4.1
8
Definiciones de cont
or
no en la sección del mecanizado
4.18 Definiciones de contorno en la
sección del mecanizado
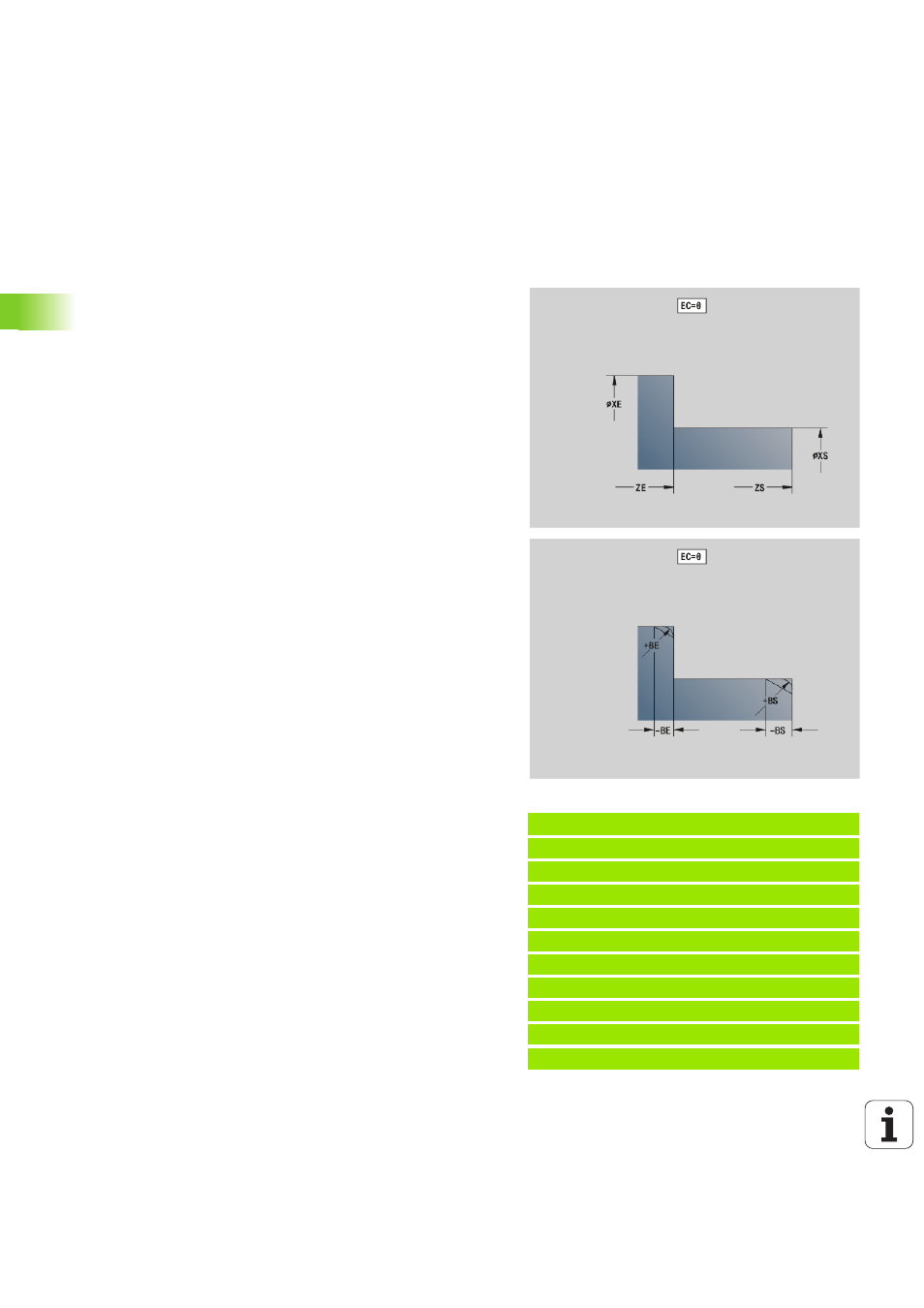
Final de ciclo/contorno sencillo G80
G80 (con parámetro) describe un contorno torneado de varios
elementos en una frase NC. G80 (sin parámetro) termina una
definición de contorno directamente después de un ciclo.
IC y KC se utilizan internamente en el control para visualizar los ciclos
chaflán/redondeo.
Beispiel: G80
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G810 P3
N4 G80 XS60 ZS-2 XE90 ZE-50 BS3 BE-2 RC5
N5 ...
N6 G0 X85 Z2
N7 G810 P5
N8 G0 X0 Z0
N9 G1 X20
N10 G1 Z-40
N11 G80
Parámetro
XS
Punto inicial del contorno X (cota de diámetro)
ZS
Punto inicial del contorno Z
XE
Punto final del contorno X (cota de diámetro)
ZE
Punto final del contorno Z
AC
Ángulo 1. Elemento (Campo: 0° <= AC < 90°)
WC
Angulo 2º Elemento (Campo: 0° <= AC < 90°)
BS
Bisel / Redondeo en el punto inicial
WS
Ángulo de bisel en el punto inicial
BE:
Bisel / Redondeo en el punto final
WE
Ángulo de bisel en el punto final
RC
Radio
IC
Anchura de bisel
KC
Anchura de bisel
JC
Ejecución (véase programación de ciclos)
0: Contorno sencillo
1: Contorno ampliado
EC
Contorno de penetración
0: Contorno ascendente
1: Contorno de profundización
HC
Dirección de contorno para acabado:
0: longitudinal
1: transversal