6 movimientos lineales y circulares eje y, Fresado: movimiento lineal g1 – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 530
530
Programación DIN para el eje Y
6.6 Mo
vimient
o
s lineales y cir
c
ular
es eje Y
6.6
Movimientos lineales y
circulares eje Y
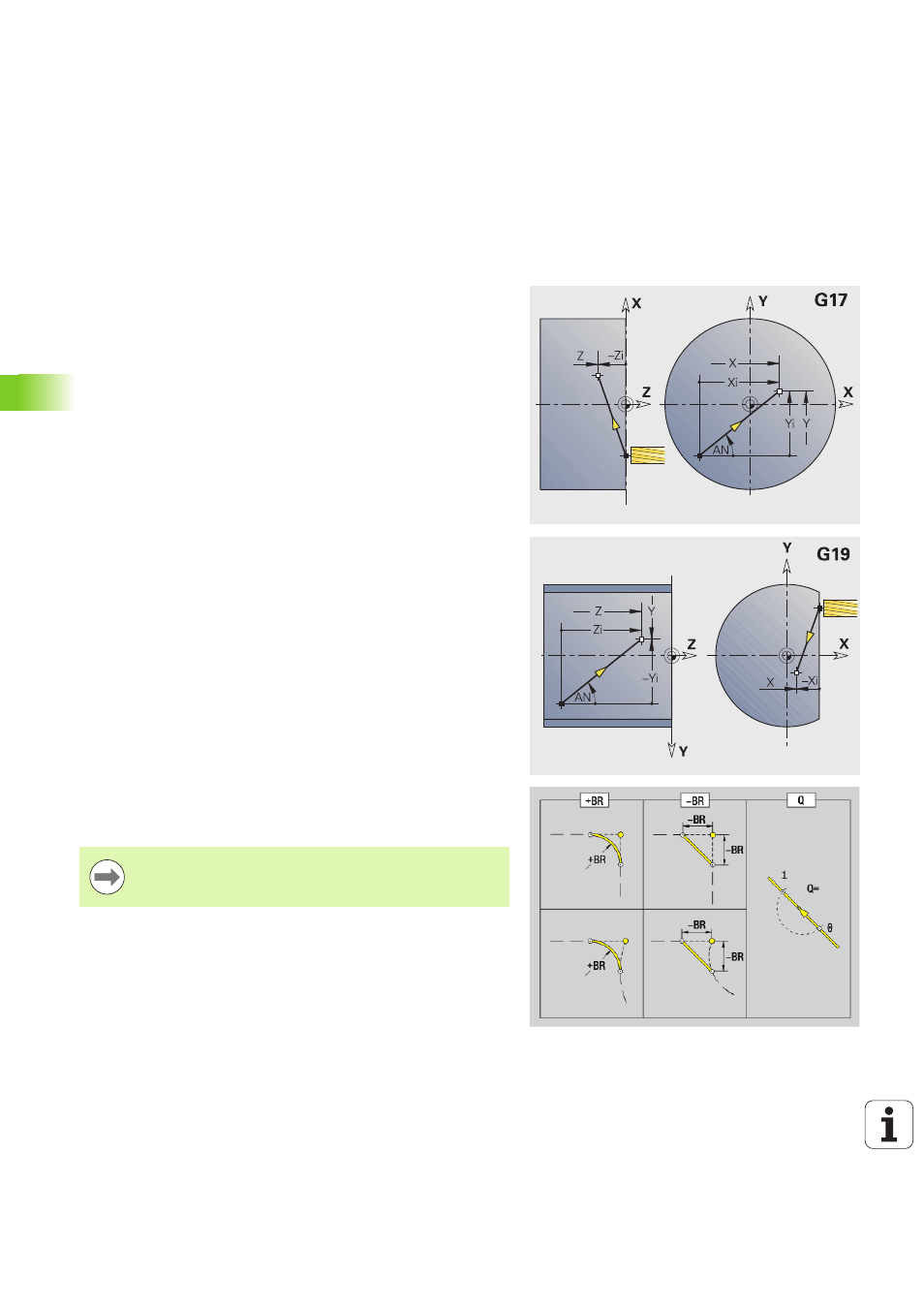
Fresado: movimiento lineal G1
G1 desplaza linealmente avance hasta el "punto final". G1 se ejecuta
en dependencia del plano de mecanizado:
G17 Interpolación en el plano XY
Aproximación en dirección Z
Referencia ángulo A: eje X positivo
G18 Interpolación en el plano XZ
Aproximación en dirección Y
Referencia ángulo A: eje Z negativo
G19 Interpolación en el plano YZ
Aproximación en dirección X
Referencia ángulo A: eje Z positivo
Parámetro
X
Punto final (cota de diámetro)
Y
Punto final
Z
Punto final
AN
Ángulo (referencia: depende del plano de mecanizado)
Q
Punto de corte. Punto final, cuando el arco de círculo corta una
recta o un arco de círculo (por defecto: 0):
0: Punto de corte cercano
1: punto de corte lejano
BR
Bisel/redondeo. Define la transición al próximo elemento de
contorno. Programar el punto final teórico del elemento del
contorno, si se indica un bisel/redondeo.
Sin datos: Transición tangencial
BR=0: Transición no tangencial
BR\>0: Radio del redondeo
BR<0: Anchura del bisel
BE:
Factor de avance especial para el bisel/redondeo (por defecto: 1)
Avance especial = avance activo * BE (0 < BE <= 1)
Programación X, Y, Z: en cotas absolutas, incrementales,
automantenimiento (comportamiento modal) o "?"