HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 274
274
Programación DIN
4.1
7
Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
Parámetro
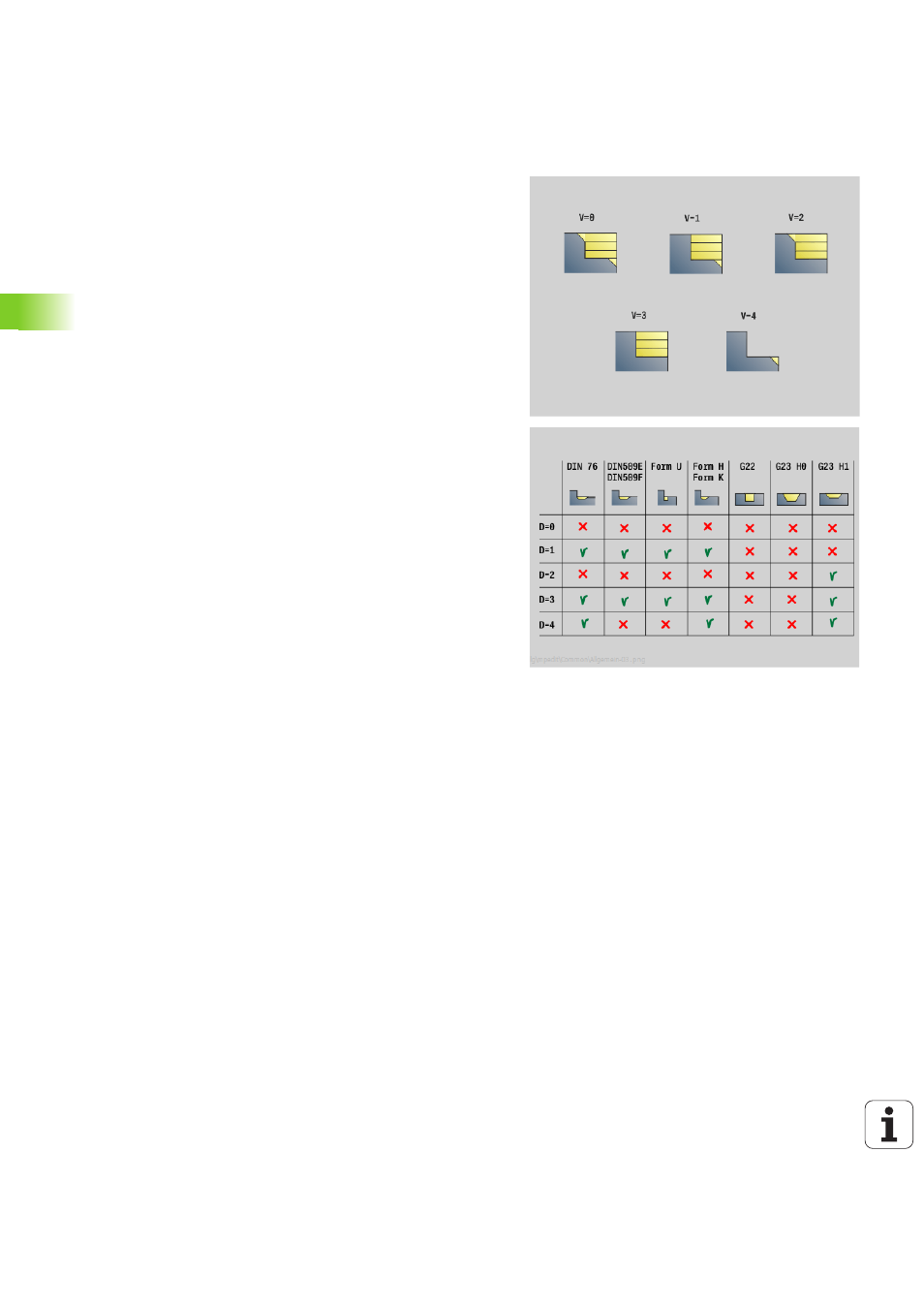
V
Identificación Comienzo/Final (por defecto: 0) Se mecaniza
un bisel/redondeo:
0: al principio y al final
1: al principio
2: al final
3: sin mecanizado
4: se mecaniza el bisel/redondeo - no el elemento básico
(condición previa: segmento de contorno con un
elemento)
D
Ocultar elementos (véase imagen)
U
Líneas de corte sobre elementos horizontales (por defecto 0):
0: No (subdivisión del corte uniforme)
1: Si (dado el caso, subdivisión del corte no uniforme)
O
Ocultar destalonado:
0: Se están editando los destalonados
1: no se están editando los destalonados
B
Avance del carro en el mecanizado con 4 ejes (todavía no
implementado)
XA, ZA Punto inicial pieza en bruto (sólo efectivo cuando no se haya
programado ninguna en bruto)
XA, ZA no programado: el contorno de la pieza en bruto se
calcula a partir de la posición de herramienta y del
contorno ICP.
XA, ZA programado: definición del punto esquina del
contorno de pieza en bruto.