Torneado excéntrico g725, 29 otr a s funciones g – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 403
HEIDENHAIN MANUALplus 620, CNC PILOT 640
403
4.29 Otr
a
s funciones G
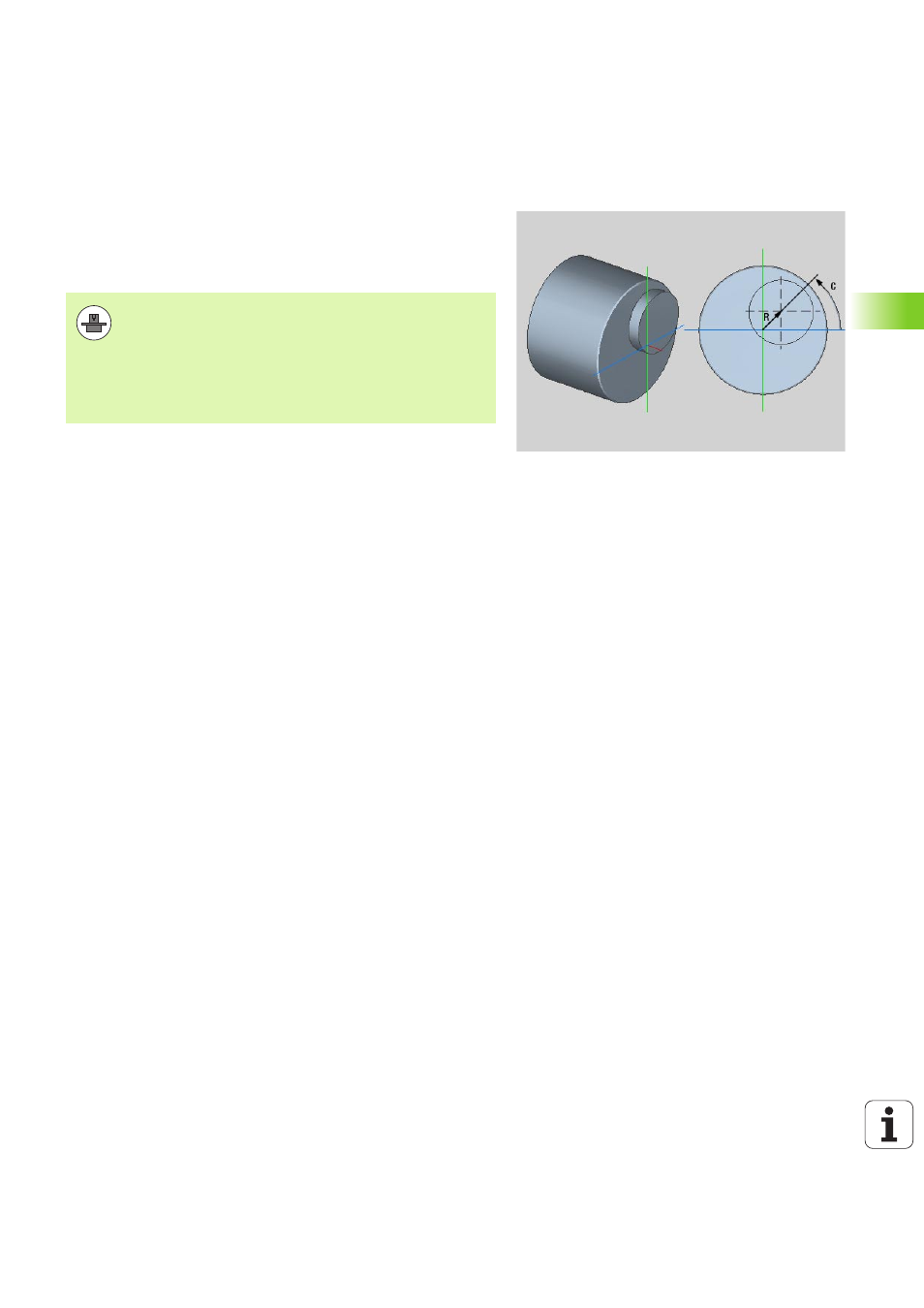
Torneado excéntrico G725
Con la ayuda de la función G725 se pueden realizar contornos de
torneado fuera del centro de torneado original.
Los contornos de torneado se programan con ciclos de torneado
separados.
Tanto la máquina y el control numérico deben estar
preparados por el constructor de la máquina. Rogamos
consulte el manual de la máquina.
Condiciones:
Opción de software Y-Axis Machining
Opción de software Synchronizing Functions
Parámetro
H
Activar acoplamiento
H=0: Desconectar acoplamiento
H=1: Conectar acoplamiento
Q
Husillo de referencia: Número del husillo que se acopla con
los ejes X e Y (dependiente de la máquina)
R
Decalaje del centro: distancia entre el centro de la
excéntrica y el centro de torneado original (cota del radio)
C
Posición C: Ángulo del eje C del decalaje del centro
F
Máx. Marcha rápida: Marcha rápida admisible para los ejes
X e Y con el acoplamiento activado
V
Cambio de dirección Y (dependiente de la máquina)
V=0: el control numérico emplea la dirección de eje
configurada para movimientos del eje Y.
V=1: el control numérico emplea una dirección de eje
opuesta a la configuración para movimientos del eje Y.