26 ciclos de fr esado – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 359
HEIDENHAIN MANUALplus 620, CNC PILOT 640
359
4.26 Ciclos de fr
esado
Fresado de superficies en la superficie frontal
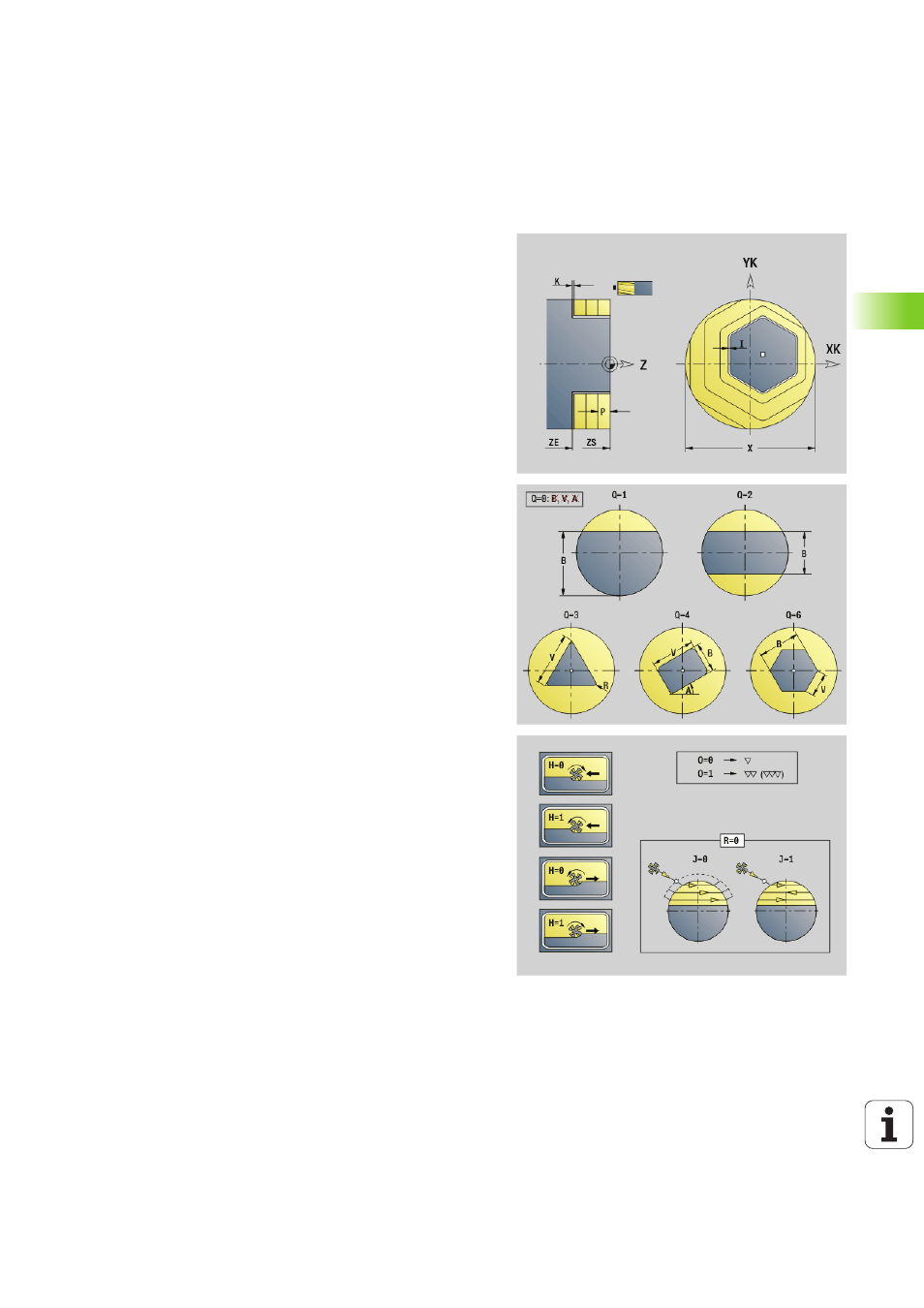
G797
G797 fresa, en función de las caras "Q", un polígono o la figura definida
en la orden después de G797.
Parámetro
ID
Contorno de fresado - Nombre del contorno que se debe fresar
NS
Número de frase - Comienzo del trazado del contorno
Figuras: número de bloque de la figura
Contorno libre cerrado: primer elemento del contorno (no el
punto inicial)
X
Diámetro de limitación
ZS
Arista superior de fresado
ZE
Fondo de fresado
B
Entrecaras (se omite cuando Q=0): define el material que debe
permanecer. En el caso de un número par de caras, puede
programar "B" como alternativa a "V".
Q=1: B=espesor residual
Q\>2: B=entrecaras
V
Longitud de arista (se omite cuando Q=0)
R
Bisel/redondeo
A
Ángulo de inclinación (referencia, véase imagen de ayuda) - se
omite cuando Q=0
Q
Número de caras (por defecto: 0): Rango: 0 <= Q <= 127
Q=0: al G797 le sigue una descripción de la figura (G301..
G307, G80) o una descripción de contorno cerrado (G100,
G101-G103, G80)
Q=1: una superficie
Q=2: dos caras separadas 180°
Q=3: Triángulo
Q=4: Rectángulo, cuadrado
Q\>4: Polígono
P
Aproximación máxima (por defecto: profundidad total en una
aproximación)
U
Factor de solapamiento (por defecto: 0,5): Solapamiento
mínimo de las trayectorias de fresado = U*Diámetro de
fresado
I
Sobremedida paralela al contorno
K
Sobremedida Z
F
Avance de alimentación
E
Avance reducido para elementos circulares (por defecto:
avance actual)
H
Dirección de desarrollo del fresado (por defecto: 0): influye,
junto con el sentido de giro de la fresa, en el sentido de
fresado (véase imagen de ayuda)
0: Marcha inversa
1: Marcha sincron.