7 units - a c abar – HEIDENHAIN SW 54843x-03 DIN Programming Manual del usuario
Página 119
HEIDENHAIN MANUALplus 620, CNC PILOT 640
119
2.7 Units - A
c
abar
Formulario ciclo
H
Tipo desplazamiento libre. La herramienta se eleva con un
ángulo de 45° en sentido opuesto al de mecanizado y se
desplaza a la posición "I, K" (por defecto: 3):
0: en diagonal
1: primero dirección X, luego Z
2: primero dirección Z, luego X
3: permanece a la distancia de seguridad
4: sin movimiento de retirada (la herramienta permanece
en la coordenada final)
5: diagonal a posición inicial
6: primero dirección X, luego Z a posición inicial
7: primero dirección Z, luego X a posición inicial
8: con G1 a I y K
I, K
Ciclo posición final. Posición a la cual se desplaza la
herramienta al finalizar el ciclo (cota de diámetro).
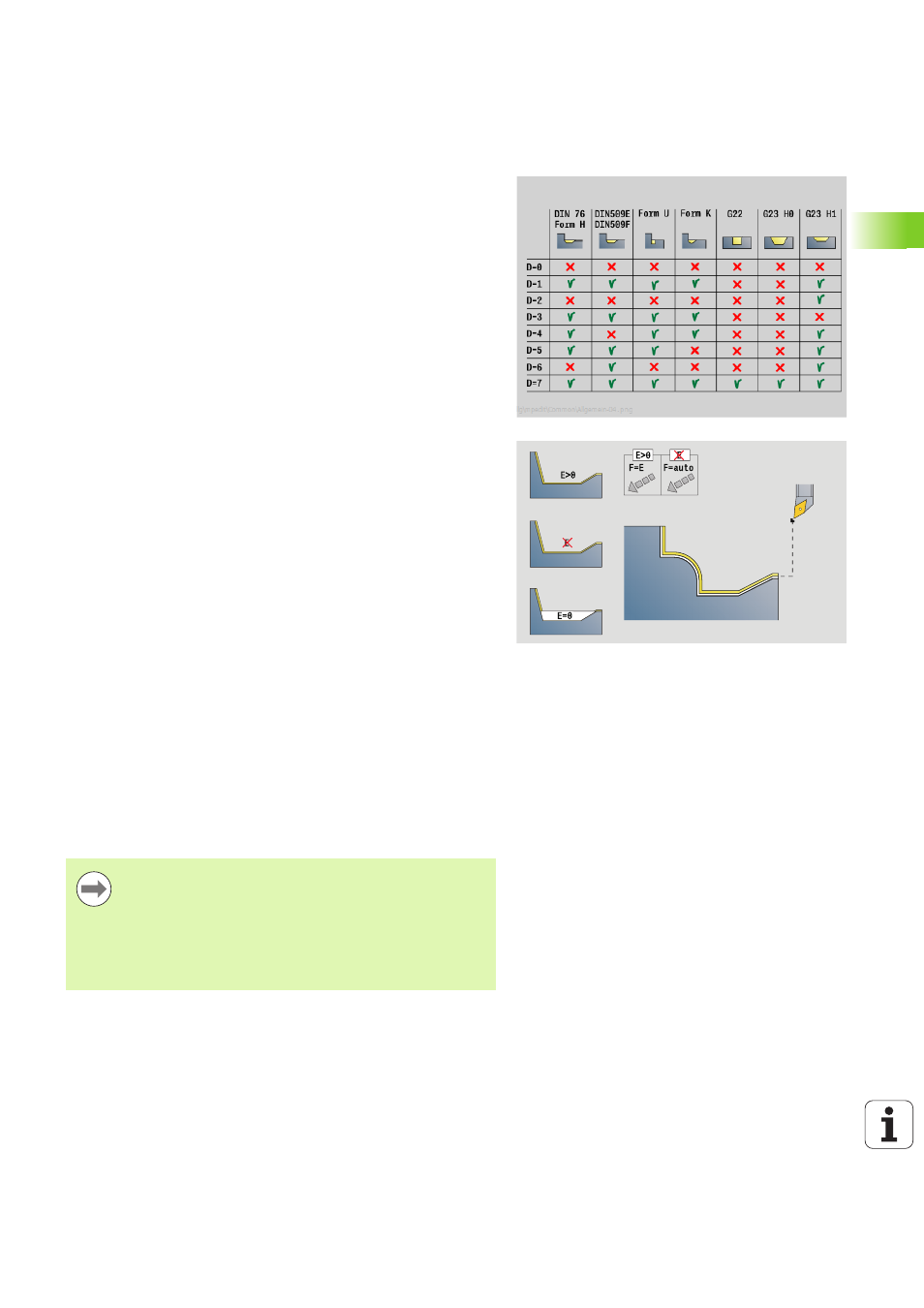
D
Ocultar elementos (véase imagen)
E
Comportamiento en penetración
E=0: no mecanizar los contornos descendentes
E\>0: avance de penetración durante el mecanizado de
elementos de contorno descendentes. Los elementos
descendentes del contorno se mecanizan.
Sin valor: El avance de penetración se reduce durante el
mecanizado de elementos de contorno descendentes -
máx. 50 %. Los elementos descendentes del contorno
se mecanizan.
O
Reducción del avance para elementos circulares (por
defecto: 0)
0: reducción de avance activo
1: sin reducción del avance
DXX
Número de corrección aditiva (1 - 16)
G58
Sobremedida paralela al contorno (Cota de radio)
DI
Sobremedida paralela al eje X
DK
Sobremedida paralela al eje Z
Otros formularios: Véase la página 60
Con reducción de avance activo, cada elemento de
contorno "pequeño" se mecaniza con 4 revoluciones de
cabezal como mínimo
Mediante la dirección Dxx se activa una corrección aditiva
para la realización completa del ciclo. La corrección aditiva
será desactivada al final del ciclo. Las correcciones aditivas
se definen en el modo "Ejecución de programa".