Corte con protección a 125 a – acero al carbono – Hypertherm Powermax125 Rev.1 Service manual Manual del usuario
Página 83
Powermax125 Manual de servicio 808073
83
6 – Montaje de antorcha mecanizada
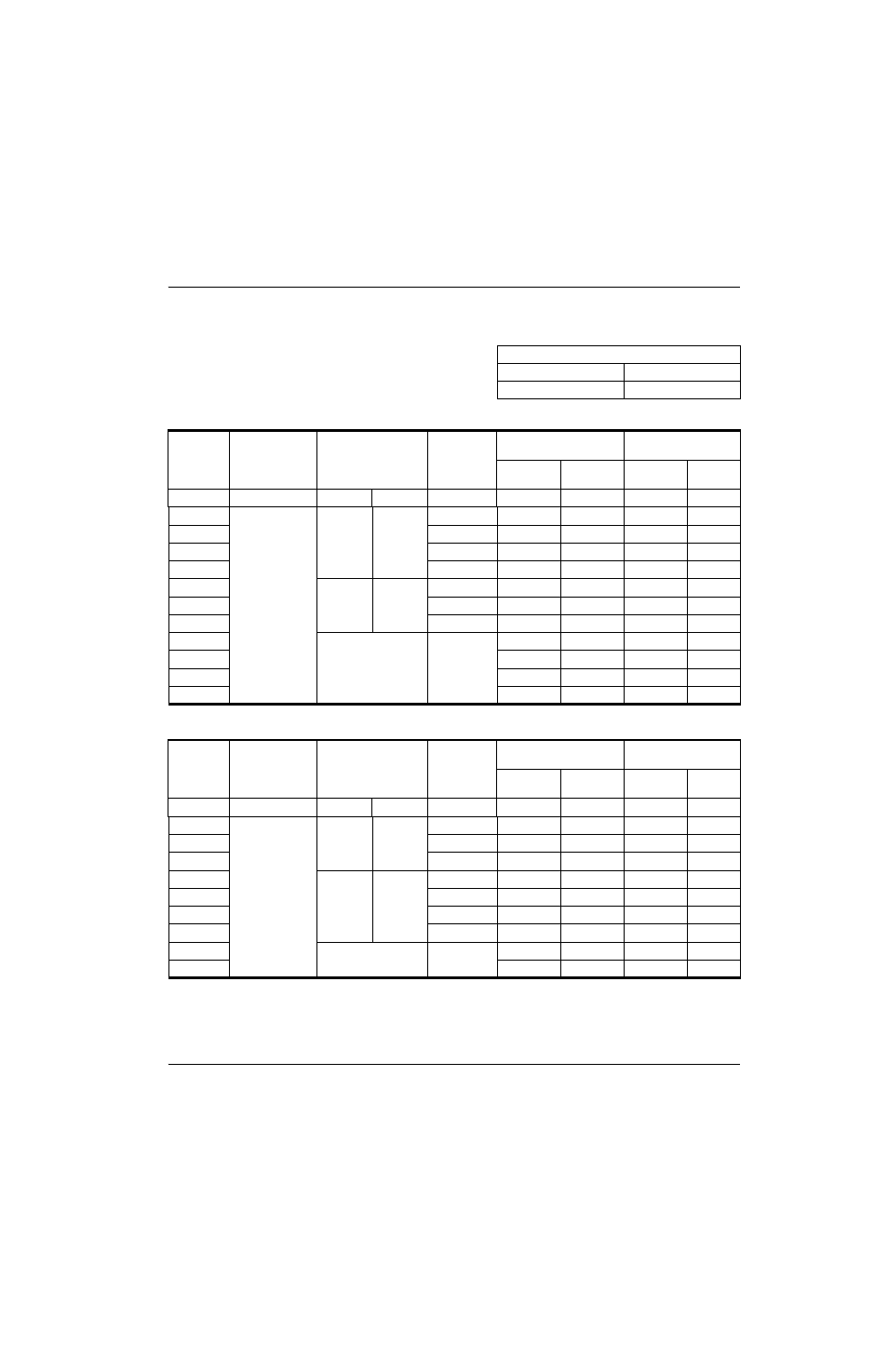
Corte con protección a 125 A – acero al carbono
Rango de flujo de aire – ls/min / scfh
Caliente
260 / 550
Frío
345 / 730
Métrico
Espesor
material
Distancia
antorcha-pieza
Altura de
perforación inicial
Tiempo
retardo de
perforación
Ajustes de mejor
calidad
Ajustes de
producción
Velocidad
de corte
Voltaje
Velocidad
de corte
Voltaje
mm
mm
mm
%
segundos
mm/min
V
mm/min
V
6
4,6
9,2
200
0,2
4980
158
5960
155
8
0,3
3800
158
4570
157
10
0,4
2750
158
3330
158
12
0,5
2050
157
2510
157
16
11,5
250
0,6
1260
162
1660
164
20
2,0
980
165
1140
164
25
3,5
610
169
780
167
30
Arranque desde
el borde*
1,0
580
169
510
167
32
400
174
500
172
35
340
177
430
175
40
240
180
310
178
Anglosajón
Espesor
material
Distancia
antorcha-pieza
Altura de
perforación inicial
Tiempo
retardo de
perforación
Ajustes de mejor
calidad
Ajustes de
producción
Velocidad
de corte
Voltaje
Velocidad
de corte
Voltaje
pulgadas
pulgadas
pulgadas
%
segundos
pulg/min
V
pulg/min
V
1/4
0.18
0.36
200
0.2
188
158
225
155
3/8
0.4
114
158
138
158
1/2
0.5
75
158
93
158
5/8
0.45
250
0.6
50
162
66
164
3/4
0.8
42
164
48
163
7/8
2.0
31
168
37
166
1
3.5
23
169
30
167
1-1/4
Arranque desde
el borde*
1.0
16
174
20
172
1-1/2
11
179
14
177
* Se pueden perforar espesores de hasta 32 mm (1-1/4 pulg.) si el software CNC y el sistema de control de altura de la antorcha
posibilitan subir provisionalmente la antorcha para pasar por encima del charco de escoria que puede formarse en la perforación.
Por ejemplo, en el software CNC Phoenix de Hypertherm esta función se llama “Alt. salto charco fund” (altura del salto de charco
fundido). El uso de esta función de perforación puede afectar la duración de los consumibles.