3 units - punz onar – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 74
74
Units smart.Turn
2.3 Units - Punz
onar
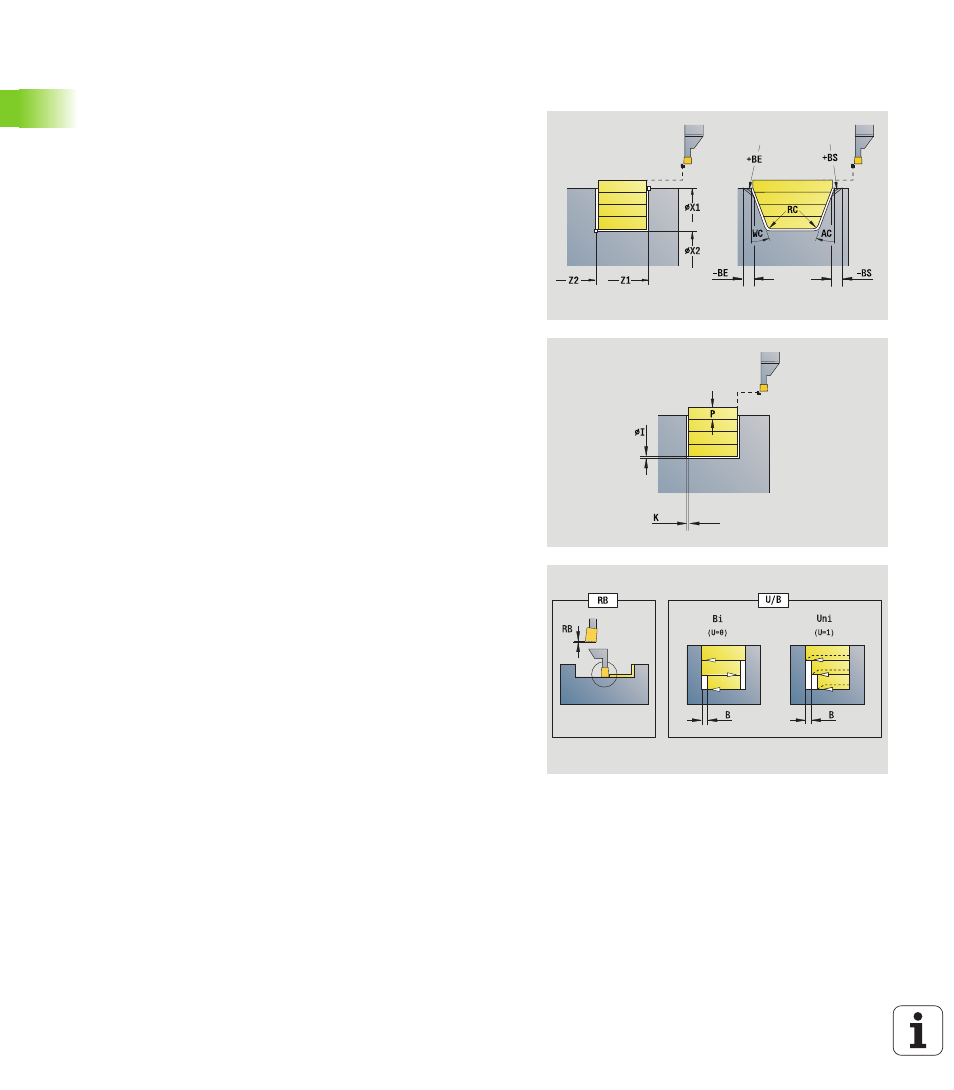
Unit "Torneado en profundidad, introducción
directa de contorno"
La Unit mecaniza axial/radialmente el contorno descrito con los
parámetros. Alternando la profundización y el desbaste se realiza el
mecanizado con un mínimo de movimientos de elevación y
alimentación.
Unitname: G869_G80 / Ciclo: G869 (véase pág. 284)
El Control numérico identifica a partir de la definición de herramienta
si la profundización se realiza en dirección radial o axial.
Corrección de profundidad de torneado RB: en función del material,
de la velocidad de avance, etc., la cuchilla "bascula" en el torneado. El
error de alimentación que se produce se corrige con la "corrección de
profundidad de torneado R". Por regla general, este valor se calcula de
forma empírica.
Anchura de decalaje B: A partir de la segunda alimentación, en la
transición del torneado al mecanizado de profundización se reduce el
recorrido a mecanizar en un valor igual a la "anchura de decalaje B". En
cada transición adicional en este flanco, se efectúa una reducción en
"B", además del decalaje realizado hasta ahora. La suma del "decalaje"
se limita al 80% de la anchura efectiva del filo de la cuchilla (anchura
efectiva del filo = anchura del filo - 2*radio de filo de la cuchilla). En su
caso, el Control numérico reduce la anchura de decalaje programada.
El material restante se mecaniza al final de la profundización previa con
una carrera de profundización.
Acceso al banco de datos de tecnología
Tipo de mecanizado "torneado en profundidad"
Parámetros influidos: F, S, O, P
Formulario contornos:
RI, RK
Sobremedida de la pieza en bruto en la dirección X y Z.
otro parámetros Formulario contornos: véase pág. 60
Formulario ciclo
P
Aproximación máxima en el torneado previo
I, K
Sobremedida en la dirección X, Z (medida de diámetro)
RB
Corrección de profundidad de torneado para el acabado
B
Anchura de decalaje
U
Dirección de mecanizado
0 (Bi): bidireccional (en ambos sentidos)
1 (Uni): unidireccional (en el sentido del contorno)
Q
Proceso (desbaste/acabado)
0: Desbaste y Acabado
1: Sólo desbaste
2: sólo acabado
Otros formularios: véase pág. 58