Movimiento circular g2/g3, 1 0 mo vimient o s lineales y cir c ular es – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 250
250
Programación DIN
4.1
0
Mo
vimient
o
s lineales y cir
c
ular
es
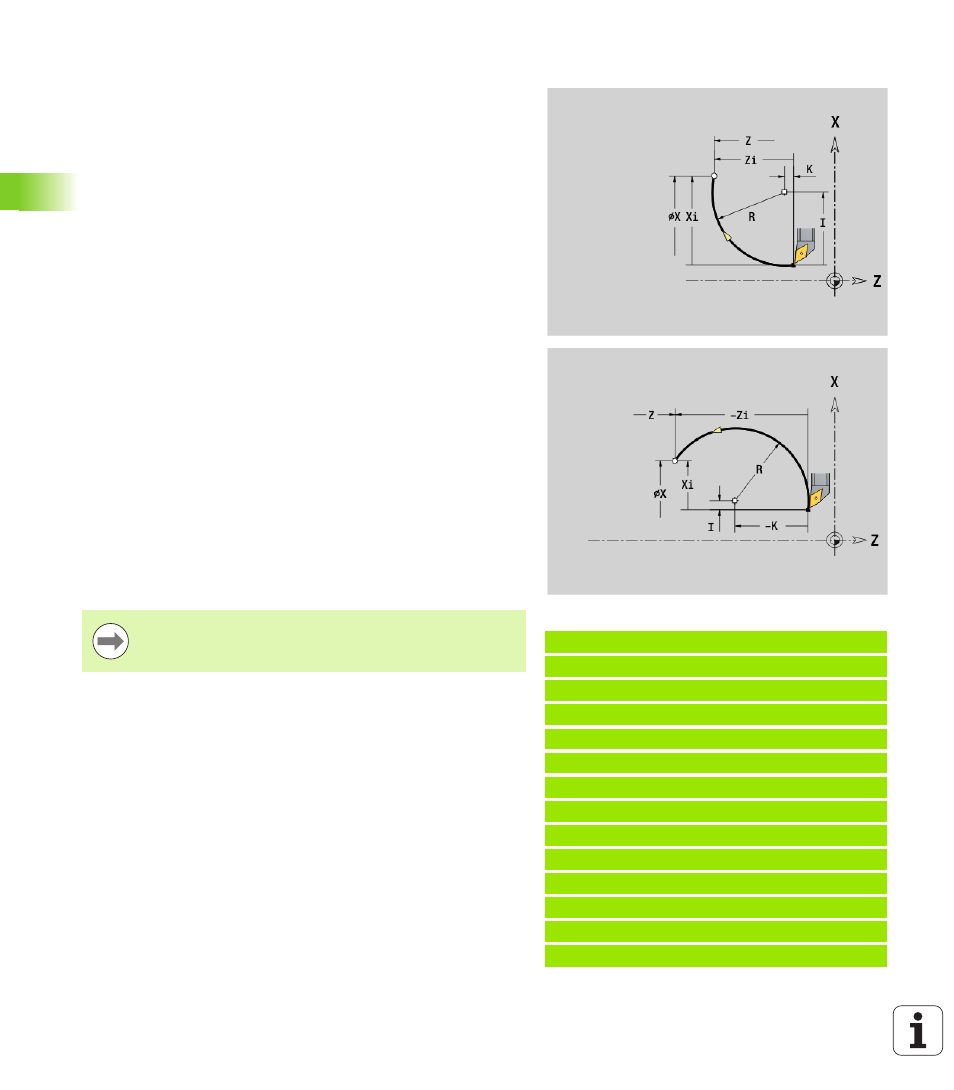
Movimiento circular G2/G3
G2/G3 desplaza la herramienta en una trayectoria circular con el
avance activo hasta el "punto final". La acotación del centro se realiza
de modoincremental. Sentido de giro (véase imagen de ayuda):
G2: en sentido horario
G3: en sentido antihorario
Ejemplo: G2, G3
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X0 Z2
N3 G42
N4 G1 Z0
N5 G1 X15 B-0.5 E0.05
N6 G1 Z-25 B0
N7 G2 X45 Z-32 R36 B2
N8 G1 A0
N9 G2 X80 Z-80 R20 B5
N10 G1 Z-95 B0
N11 G3 X80 Z-135 R40 B0
N12 G1 Z-140
N13 G1 X82 G40
. . .
Parámetro
X
Punto final (cota de diámetro)
Z
Punto final
R
Radio (0 < R <= 200 000 mm)
I
Centro incremental (distancia del punto inicial al centro; cota de
radio)
K
Centro incremental (distancia del punto de partida al centro)
Q
Punto de corte. Punto final, cuando el arco de círculo corta una
recta o un arco de círculo (por defecto: 0):
0: Punto de corte cercano
1: punto de corte lejano
BR
Bisel/redondeo. Define la transición al próximo elemento de
contorno. Programar el punto final teórico del elemento del
contorno, si se indica un bisel/redondeo.
Sin datos: Transición tangencial
BR=0: Transición no tangencial
BR>0: Radio del redondeo
BR<0: Anchura del bisel
BE:
Factor de avance especial para el bisel/redondeo (por
defecto: 1)
Avance especial = avance activo * BE (0 < BE <= 1)
Programación X, Z: en cotas absolutas, incrementales,
automantenimiento (comportamiento modal) o "?"