24 mecanizado en superficie frontal/posterior, Avance rápido en superficie frontal/posterior g100 – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 338
338
Programación DIN
4.24 Mecanizado en superficie fr
ontal/post
er
ior
4.24 Mecanizado en superficie
frontal/posterior
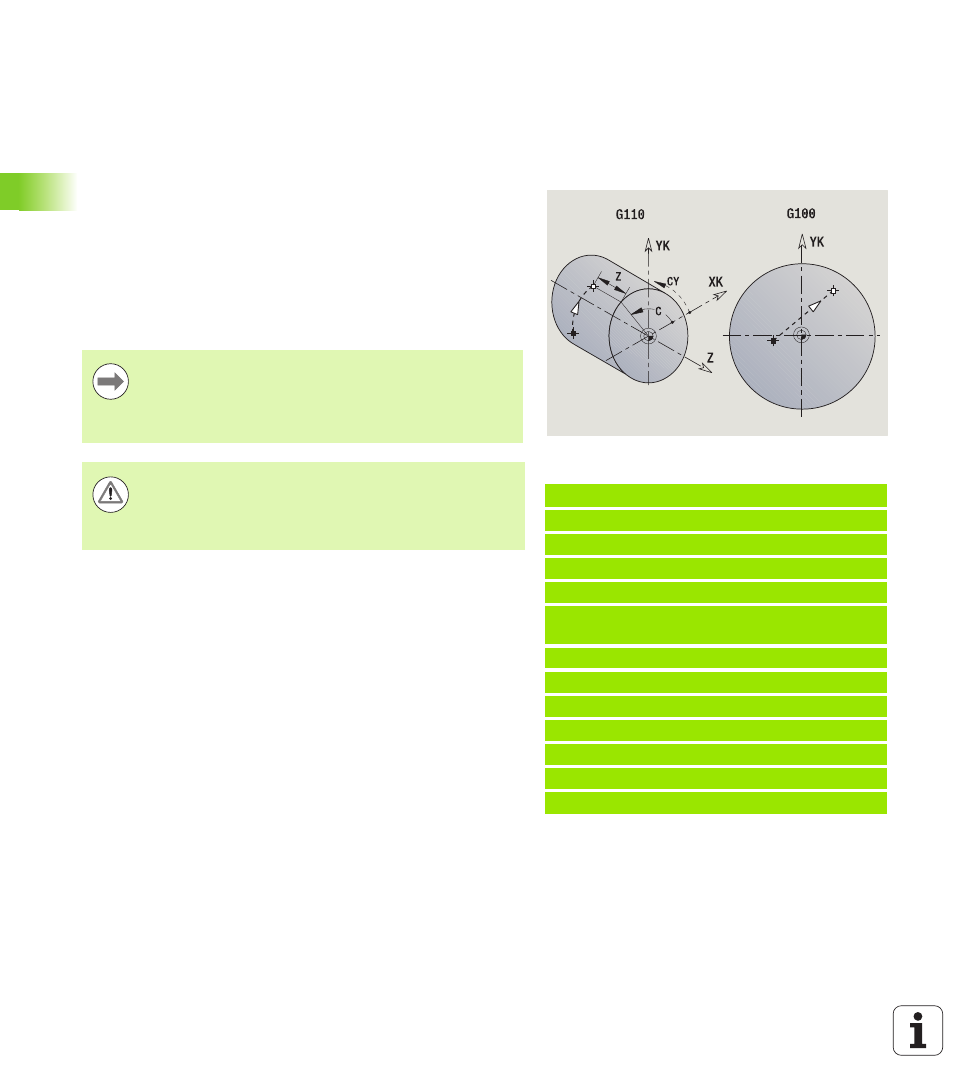
Avance rápido en superficie frontal/posterior
G100
G100 desplaza la herramienta al "Punto final" con avance rápido por el
camino más corto.
Ejemplo: G100
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5 [Avance rápido en
superficie frontal]
N7 G101 XK50
N8 G103 XK5 YK50 R50
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N11 G14
N12 M15
. . .
Parámetro
X
Punto final (cota de diámetro)
C
Ángulo final - dirección angular: véase imagen de ayuda
XK
Punto final (cartesiano)
YK
Punto final (cartesiano)
Z
Punto final (por defecto: posición actual de Z)
Programación
X, C, XK, YK, Z: en cotas absolutas, incrementales o
con automantenimiento (comportamiento modal)
Programar bien X-C o bien XK-YK
¡Atención: Peligro de colisión!
En G100 la herramienta realiza un movimiento rectilíneo.
Utilice G110 para posicionar la pieza con un determinado
ángulo.