HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 282
282
Programación DIN
4.1
7
Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
El Control numérico reconoce, a partir de la definición de la
herramienta, si se trata de un mecanizado exterior o interior o de una
profundización radial o axial.
Las repeticiones de profundización pueden programarse con G741
antes de la llamada al ciclo.
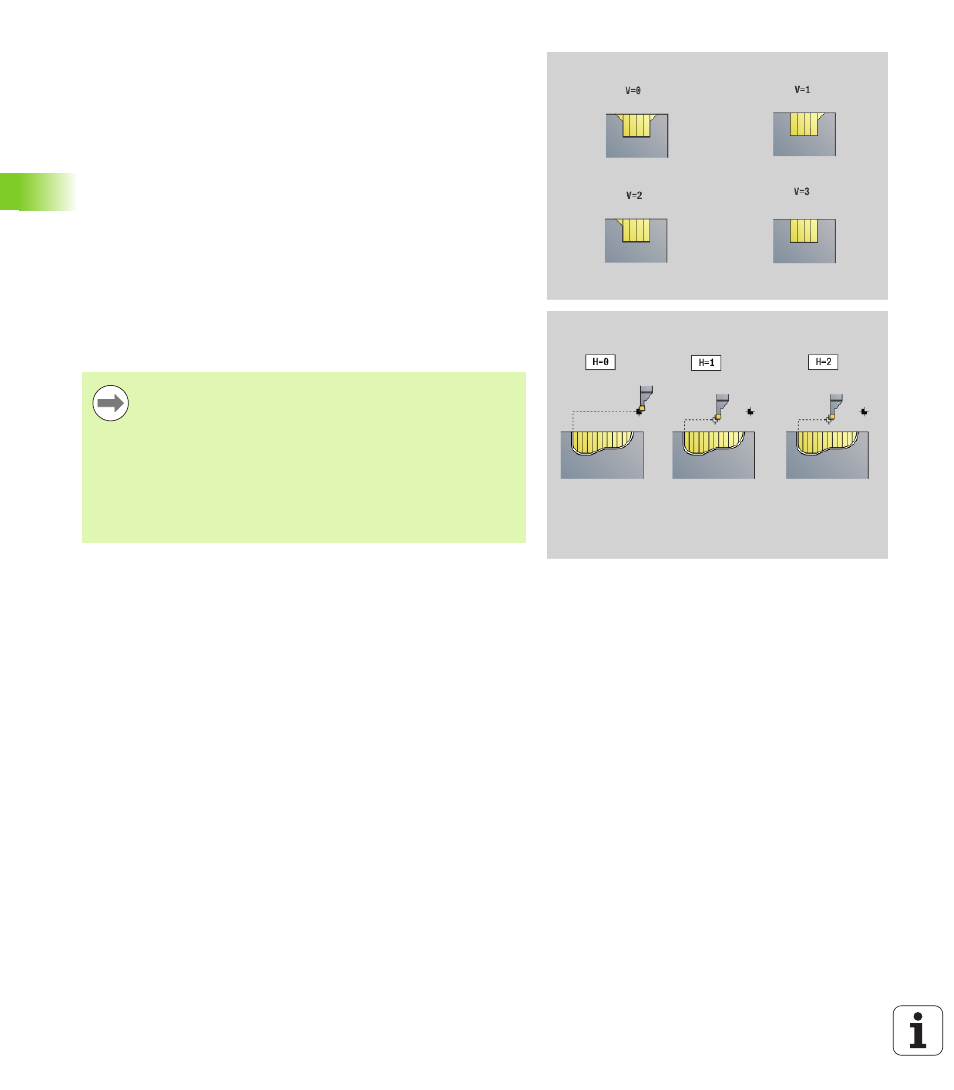
Parámetro
H
Tipo de retirada al finalizar el ciclo (por defecto: 0)
0: volver al pto. inic.
Profundización axial: primero dirección Z, luego X
Profundización radial: primero dirección X, luego Z
1: posiciona antes del contorno acabado
2: se retira a la distancia de seguridad y se detiene
B
Ancho de profundización
P
Profundidad de corte a la que se aproxima en un corte.
Se ejecuta la corrección de radio de filo de cuchilla.
Una sobremedida G57 "amplía" el contorno (también
los contornos interiores).
Una sobremedida G58
>0: "amplía" el contorno
<0: no se compensa
Las sobremedidas G57/G58 se borran al finalizar el
ciclo.
Desarrollo del ciclo (cuando Q=0 ó 1)
1
Se calculan las zonas de desbaste y la subdivisión de corte.
2
Se alimenta partiendo del punto de partida para realizar el primer
corte teniendo presente la distancia de seguridad.
Profundización radial: primero dirección Z, luego X
Profundización axial: primero dirección X, luego Z
3
Profundiza (corte de desbaste).
4
Regresa con avance rápido y se alimenta la herramienta para el
corte siguiente.
5
Se repite 3...4 hasta que se ha mecanizado la zona de desbaste.
6
En su caso, se repite 2...5 hasta que se han mecanizado todas las
áreas de desbaste.
7
Cuando Q=0: se realiza el acabado del contorno