HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 274
274
Programación DIN
4.1
7
Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
El Control numérico reconoce, a partir de la definición de la
herramienta, si se trata de un mecanizado interior o exterior.
Parámetro
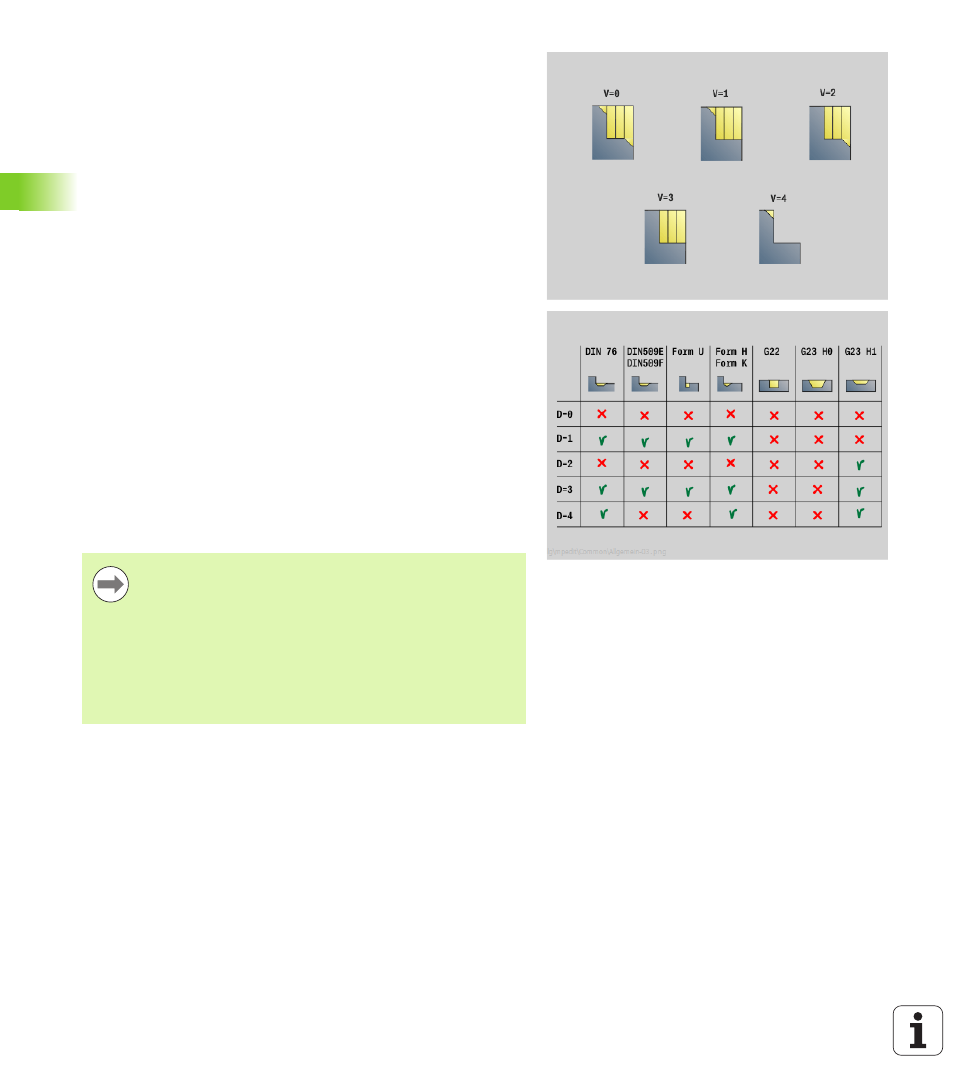
V
Identificación Comienzo/Final (por defecto: 0) Se mecaniza
un bisel/redondeo:
0: al comienzo y al final
1: al principio
2: al final
3: sin mecanizado
4: se mecaniza el bisel/redondeo - no el elemento básico
(condición previa: segmento de contorno con un elemento)
D
Ocultar elementos (véase imagen)
O
Ocultar destalonado:
0: Se estan editando los destalonados
1: no se estan editando los destalonados
B
Avance del carro en el mecanizado con 4 ejes (todavía no
implementado)
XA, ZA Punto inicial pieza en bruto (sólo efectivo cuando no se haya
programado ninguna en bruto)
XA, ZA no programado: el contorno de la pieza en bruto se
calcula a partir de la posición de herramienta y del contorno
ICP.
XA, ZA programado: definición del punto esquina del
controrno de pieza en bruto.
Se ejecuta la corrección de radio de filo de cuchilla.
Una sobremedida G57 "amplía" el contorno (también
los contornos interiores).
Una sobremedida G58
>0: "amplía" el contorno
<0: no se compensa
Las sobremedidas G57/G58 se borran al finalizar el
ciclo.