HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 443
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
443
5.1 Gener
a
lidades sobr
e los ciclos de palpación (Opción de sof
tw
a
re
)
Ciclos de palpación para el funcionamiento
automático
En el control se encuentran disponibles múltiples ciclos del sistema de
palpación para diferentes posibilidades de uso:
Calibración del palpador digital
Medir círculo, círculo parcial, ángulo y posición del eje C
Compensación rectificado
Medición de un punto, medición de dos puntos
Buscar orificio o espiga
Poner el punto cero en el eje Z o en el C
Medición automática de htas.
Los ciclos del sistema de palpación se programan en DIN PLUS
mediante funciones G. Los ciclos del sistema de palpación emplean,
al igual que los ciclos de mecanizado, parámetros de transferencia.
El TNC muestra durante la definición del ciclo una figura auxiliar para
simplificar la programación. En la imagen auxiliar se muestra el
parámetro de introducción correspondiente (véase figura derecha)
Los ciclos del sistema de palpación memorizan las informaciones de
estado y los resultados de la medición en las variables #i99.
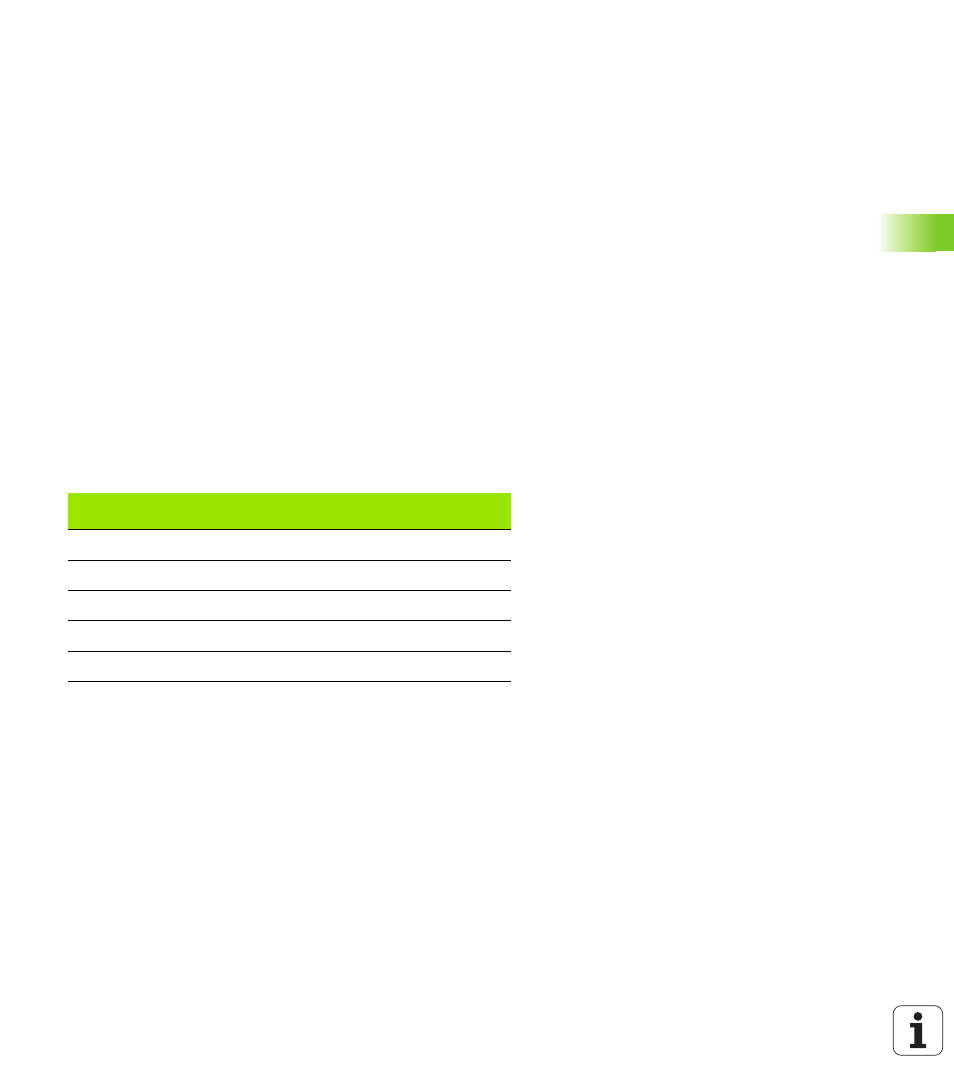
Dependiendo de los parámetros de introducción en el ciclo del
sistema de palpación se pueden consultar los valores siguientes:
Resultado
#i99
Significado
< 999997
Resultado de la medición
999999
Sistema de palpación no desviado
-999999
programado un eje de medición no válido
999998
Se ha sobrepasado la desviación máxima WE
999997
Se ha sobrepasado el valor de corrección máximo E