3 units - punzonar, Unit "punzonar contorno icp, Ado. (véase pág. 71) – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 71: 3 units - punz onar 2.3 units - punzonar
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
71
2.3 Units - Punz
onar
2.3
Units - Punzonar
Unit "Punzonar contorno ICP“
La Unit mecaniza el contorno descrito en el apartado PIEZA ACABADA
axial/radialmente de "NS hacia NE". Si en FK se indica un contorno
auxiliar, este será utilizado.
Unitname: G860_ICP / Ciclo: G860 (véase pág. 281)
Acceso al banco de datos de tecnología
Tipo de mecanizado: punzonar contorno
Parámetros influidos: F, S, E
Formulario contornos
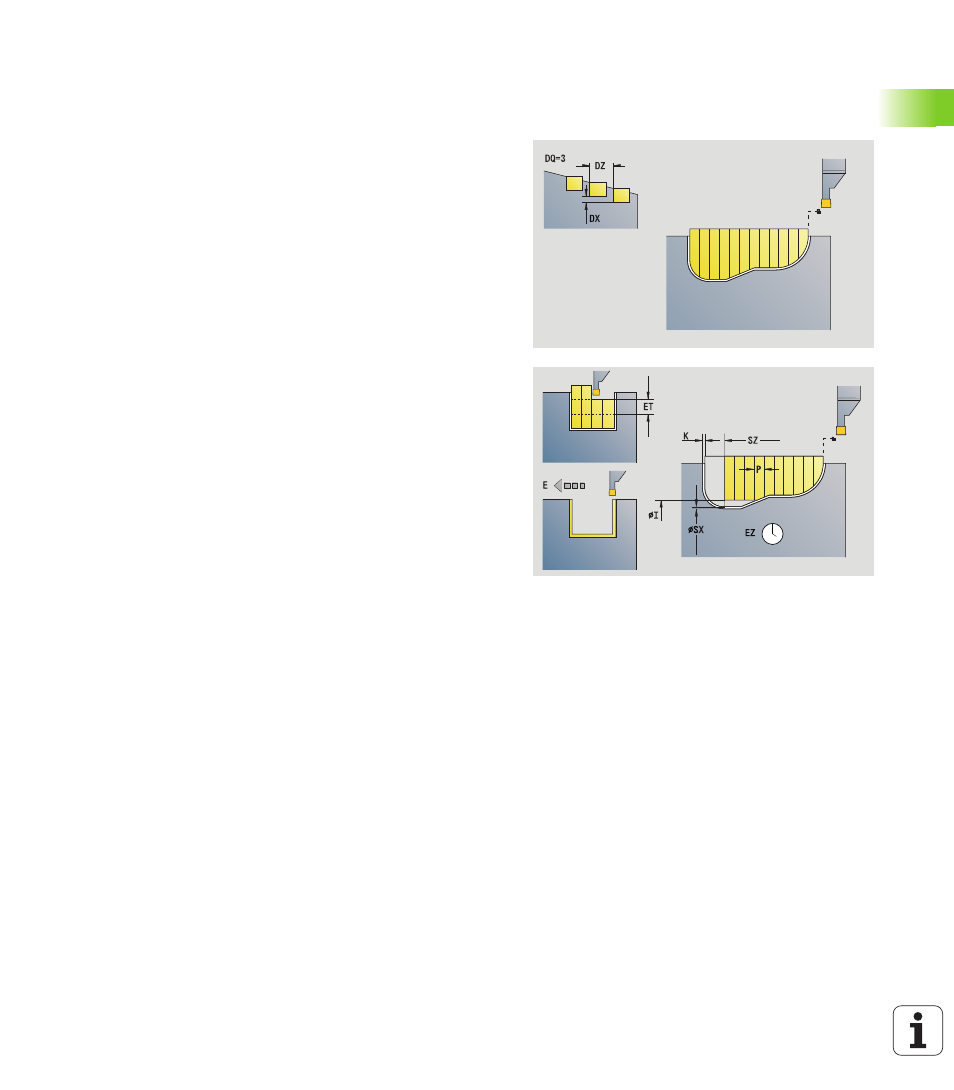
DQ
Número de ciclos de profundización
DX, DZ
Distancia a la profundización siguiente en dirección X, Z
(DX: cota de radio)
otro parámetros Formulario contornos: véase pág. 60
Formulario ciclo
I, K
Sobremedida en la dirección X, Z (medida de diámetro)
SX, SZ
Limitación del corte (SX: cota de diámetro) - (por defecto:
no se limita el corte)
ET
Profundidad de punzonado realizada en un corte.
P
Anchura de profundización: (por defecto: 0,8 x anchura de
herramienta)
E
Avance de acabado Avance discrepante que se utiliza
únicamente para el acabado.
EZ
Tiempo de espera después del recorrido de profundización:
(por defecto: tiempo de una revolución del cabezal)
Q
Desbaste/Acabado (Variantes de proceso)
0 (SS): desbaste y acabado
1 (SP): sólo desbaste
2 (SL): sólo acabado
H
Tipo de retirada al final del ciclo
0: volver al pto. inic.
Profundización axial: primero dirección Z, luego X
Profundización radial: primero dirección X, luego Z
1: posiciona delante del contorno acabado
2: se retira a la distancia de seguridad y se detiene
Otros formularios: véase pág. 58