Rosca métrica iso g38, 1 9 ciclos de r o scado – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 311
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
311
4.1
9
Ciclos de r
o
scado
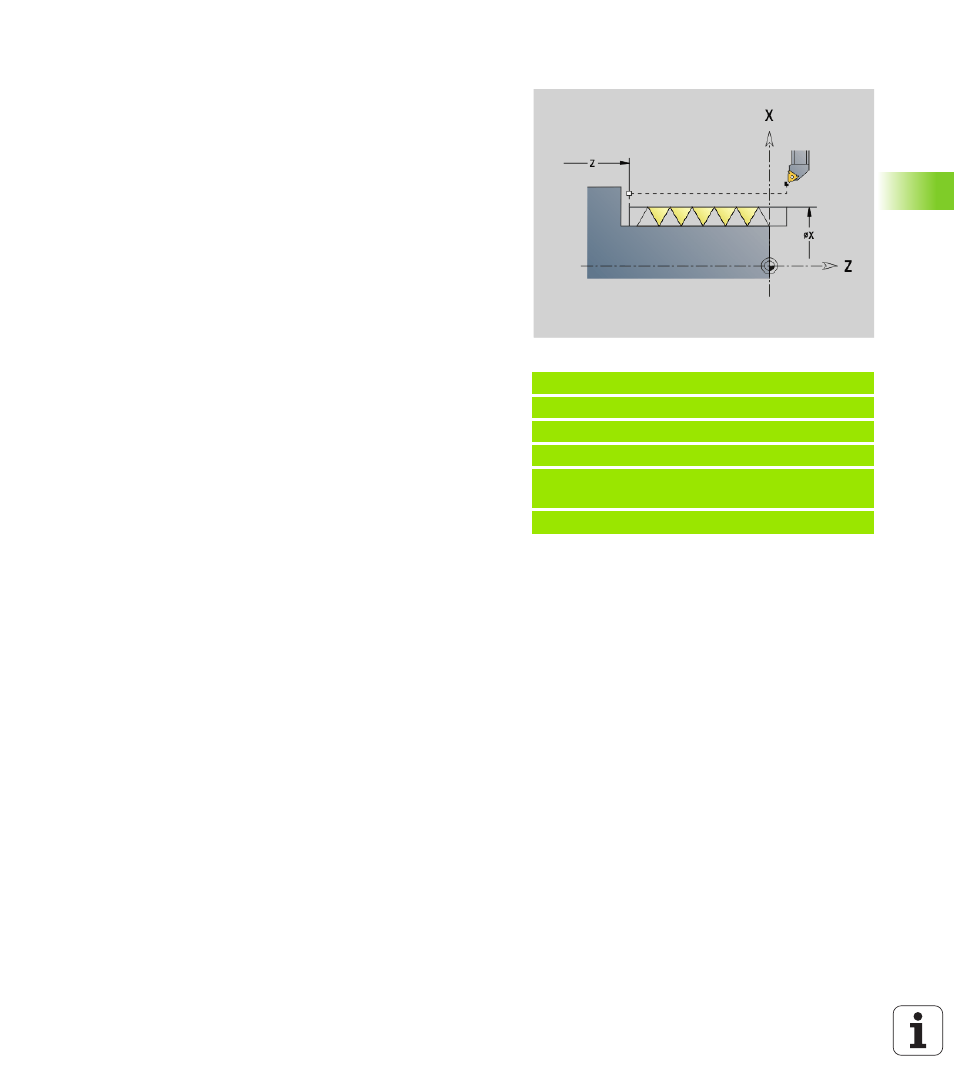
Rosca métrica ISO G38
El ciclo G38 genera una rosca cilíndrica, cuya forma no se corresponde
con la forma de la herramienta. Utilizar una herramienta de
penetración o fungiforme para el mecanizado.
El contorno del filete de rosca se describe como contorno auxiliar. Es
imprescindible que la posición del contorno auxiliar coincida con la
posición inicial de los cortes de roscado. Se puede seleccionar en el
ciclo todo el contorno auxiliar o únicamente zonas parciales.
Ejemplo: G38
%352.nc
[G38]
N1 T5 G97 S1500 M3
N2 G0 X43 Z4
N3 G38 ID"123" NS3 NE5 X40 Z-30 F1.5 I0.8
K0.5 J3 C0
FINAL
Parámetro
ID
Nombre del contorno auxiliar
NS
Frase inicial del contorno a mecanizar
NE
Frase final del contorno a mecanizar
Q
Profundidad de rosca
0: desbaste: el contorno se vacía línea por línea con
alimentación máxima I y K. Se tiene en cuenta una
sobremedida programada (G58 o G57).
1: acabado: el filete de rosca se genera en cortes
individuales a lo largo del contorno. Con I y K, se determinan
las distancias entre los distintos cortes roscados sobre el
contorno.
X
Punto final de la rosca X
Z
Punto final de la rosca Z
F
Paso de rosca
I
Alimentación máxima
Para Q=0: profundidad de alimentación
Para Q=1: distancia entre los cortes de acabado como
longitudes de arco
K
Alimentación máxima
Para Q=0: Anchura de decalaje
Para Q=1: distancia entre los cortes de acabado sobre recta
J
Longitud de salida
C
Ángulo inicial
O
Modo de profundizac.
0: Avance rápido
1: Avance