20 ciclo de tronzado, Ciclo de tronzado g859 – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 312
312
Programación DIN
4.20 Ciclo de tr
onzado
4.20 Ciclo de tronzado
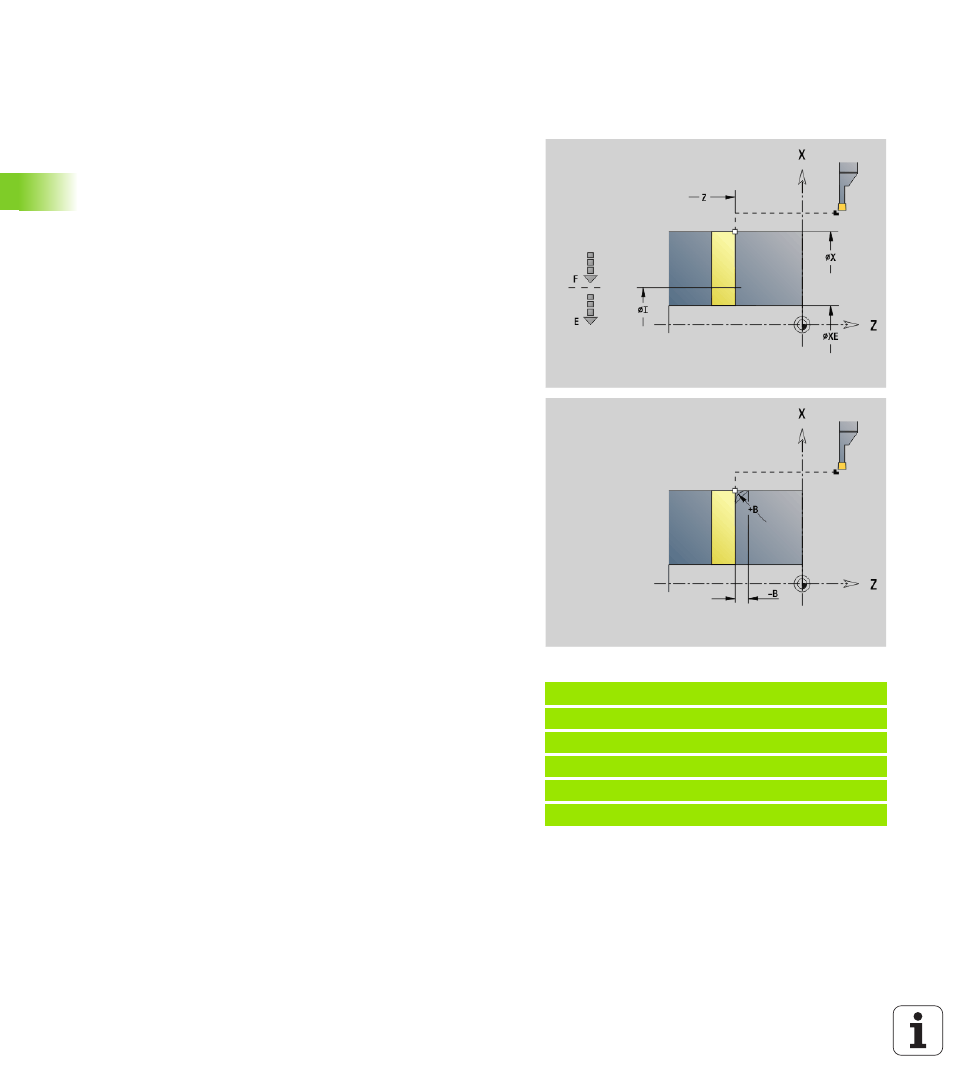
Ciclo de tronzado G859
G859 tronza la pieza torneada. Si se desea, se puede crear un bisel o
redondeo en el diámetro exterior. Tras la ejecución del ciclo, la
herramienta sube hacia arriba por la superficie refrentada y retrocede
al punto de partida.
A partir de la posición "I" puede definir una reducción del avance.
Ejemplo: G859
%859.nc
[G859]
N1 T3 G95 F0.23 G96 S248 M3
N2 G0 X60 Z-28
N3 G859 X50 Z-30 I10 XE8 E0.11 B1
FINAL
Parámetros
X
Diámetro de tronzado
Z
Posición de tronzado
I
Diámetro para reducción del avance
Introducir I: a partir de esta posición se cambia a avance "E"
No se ha introducido I: no existe reducción del avance
XE
Diámetro interior (tubo)
E
Avance reducido
B
Bisel/redondeo
B>0: Radio del redondeo
B<0: Anchura del bisel
D
Limitación de revoluciones: revoluciones máx. al punzonar