26 ciclos de fr esado – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 364
364
Programación DIN
4.26 Ciclos de fr
esado
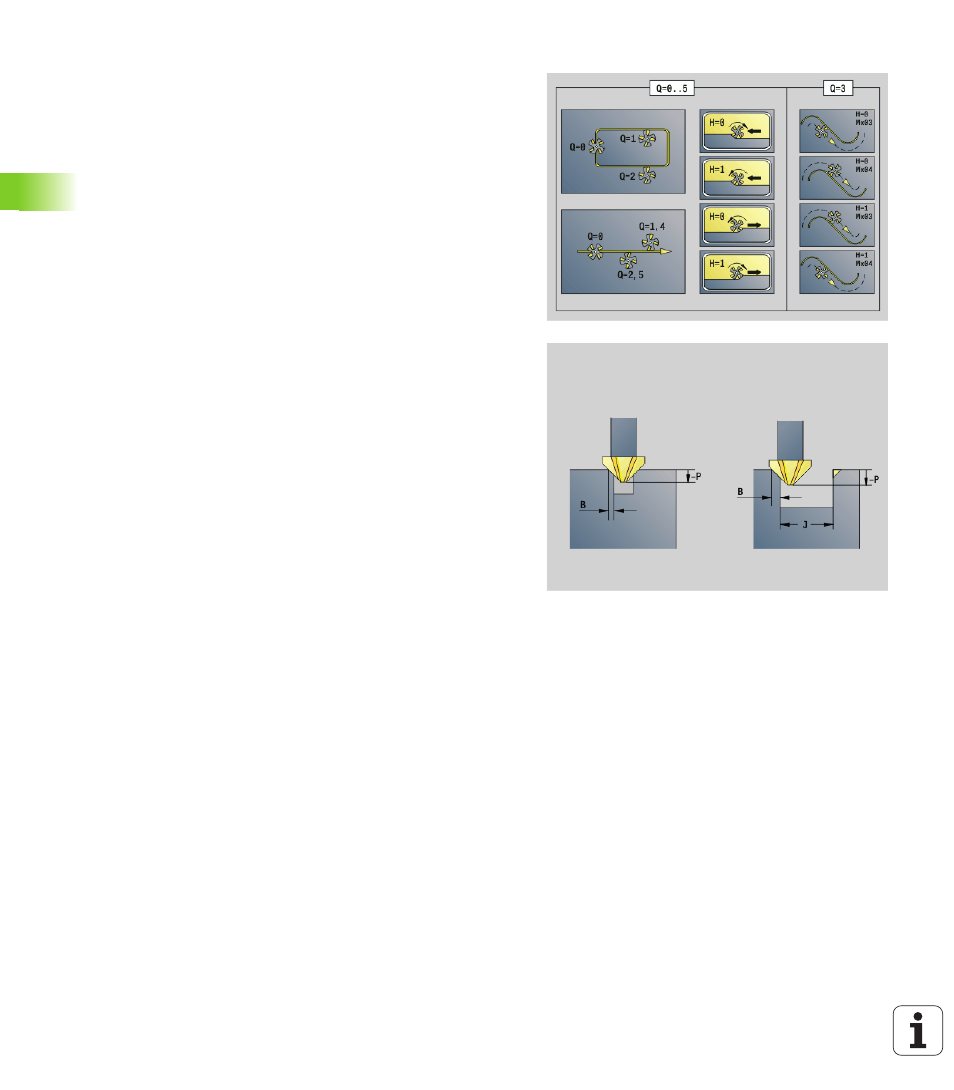
G840 - Desbarbar
G840 desbarba cuando se ha programado la anchura del bisel B. En
caso de intersección en el contorno, el tipo de ciclo Q determina si
se mecaniza el primer campo (a partir del punto inicial) o todo el
contorno. Programar sólo los parámetros indicados en la siguiente
tabla.
Parámetro - Desbarbar
Q
Tipo de ciclo (=lugar de fresado).
Contorno abierto. En el caso de solapes, "Q" define si se
mecaniza la primera zona (a partir del punto de partida) o todo
el contorno.
Q=0: centro del fresado en el contorno (sin FRK)
Q=1: mecanizado a la izquierda del contorno. En el caso de
solapes, G840 sólo tiene en cuenta la primera zona del
contorno (punto inicial 1. punto de corte).
Q=2: mecanizado a la derecha del contorno. En el caso de
solapes, G840 sólo tiene en cuenta la primera zona del
contorno (punto inicial 1. punto de corte).
Q=3: en función de "H" y del sentido de giro de la fresa, se
fresará por la izquierda o por la derecha del contorno
(véase tabla). En el caso de solapes, G840 sólo tiene en
cuenta la primera zona del contorno (punto inicial 1. punto
de corte).
Q=4: mecanizado a la izquierda del contorno. En caso de
solapes, G840 sólo tiene en cuenta la primera zona del
contorno.
Q=5: mecanizado a la derecha del contorno. En caso de
solapes, G840 sólo tiene en cuenta la primera zona del
contorno.
Contorno cerrado
Q=0: punto central del fresado en el contorno (posición de
pretaladrado = punto de partida).
Q=1: fresado interior
Q=2: fresado exterior
Q=3..5: no permitido
ID
Contorno de fresado - Nombre del contorno que se debe fresar
NS
Número de frase - Comienzo del trazado del contorno
Figuras: número de bloque de la figura
Contorno libre abierto o cerrado: primer elemento de
contorno (no el punto de partida)
NE
Número de frase - Final del trazado del contorno
Figuras, contorno libre cerrado: sin datos
Contorno libre abierto: el último elemento de contorno
El contorno consta de un elemento:
Sin datos: mecanizado en dirección del contorno
NS=NE programa el mecanizado en dirección opuesta al
contorno
E
Avance reducido para elementos circulares (por defecto:
avance actual)