3 resumen de órdenes g mecanizado, Órdenes g para torneado – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 600
600
Resumen de funciones G
1
0
.3 Resumen de ór
denes G MECANIZADO
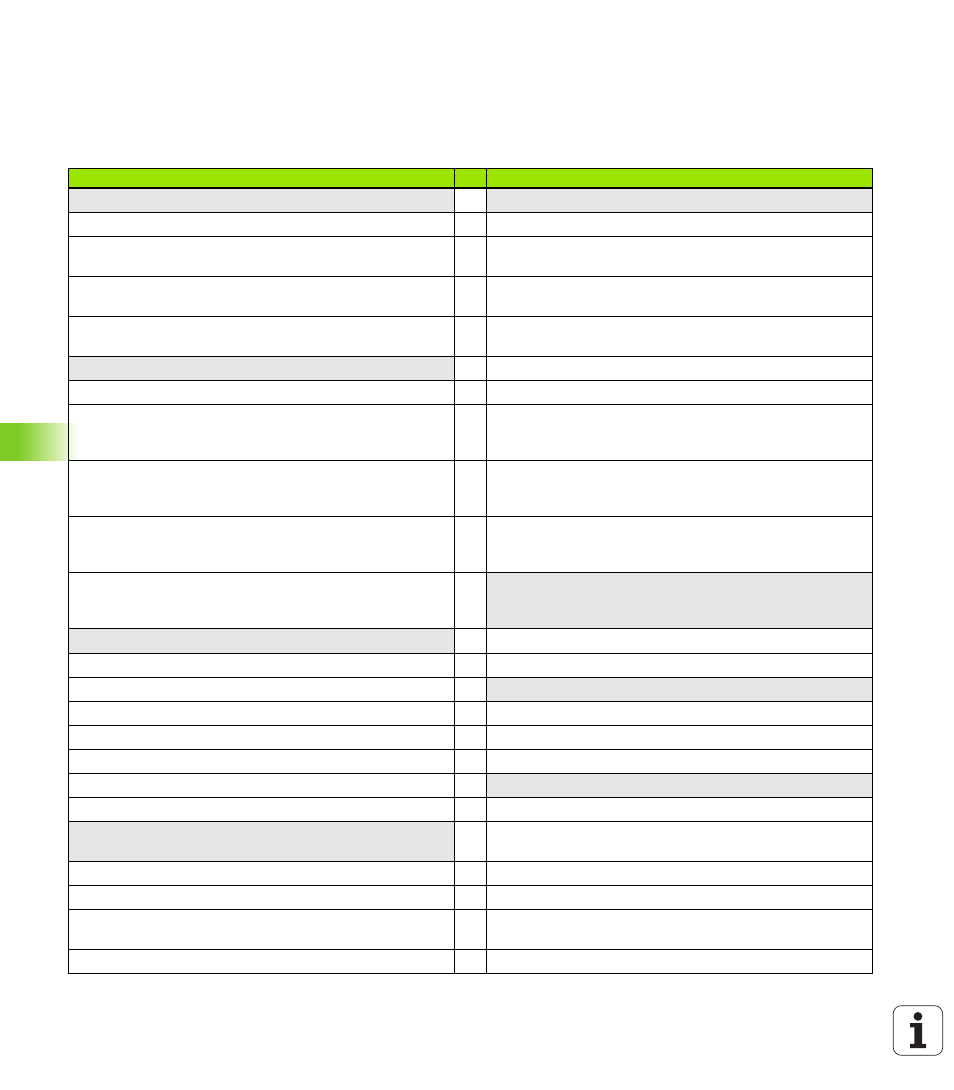
10.3 Resumen de órdenes G
MECANIZADO
Órdenes G para torneado
Torneado: Funciones básicas
Torneado: Funciones básicas
Movimiento de la herramienta sin mecanizado
Decalajes del punto cero
G0
Posicionamiento con avance rápido
Resumen Decalajes del punto cero
G14
Desplazamiento al punto de cambio
de herramienta
G51
Decalaje del punto cero
G140
Definir la posición de cambio de
herramienta
G56
Decalaje aditivo del punto cero
G701
Avance rápido en coordenadas de
máquina
G59
Decalaje absoluto del punto cero
Movimientos lineales y circulares sencillos
G152
Decalaje de punto cero en eje C
G1
Movimiento lineal
G920
Desactivar Decalaje de punto cero
G2
Movimientos circulares en el sentido
de las agujas del reloj, medición de
centro incremental
G921
Decalaje del punto cero, desactivar
las medidas de la herramienta
G3
Movimientos circulares contra el
sentido de las agujas del reloj,
medición de centro incremental
G980
Activar el desplazamiento del punto
cero
G12
Movimientos circulares en el sentido
de las agujas del reloj, medición de
centro absoluta
G981
Activar Decalaje del punto cero,
medidas de la herramienta
G13
Movimientos circulares contra el
sentido de las agujas del reloj,
medición de centro absoluta
Distancias de seguridad
Avance, velocidad de rotación
G47
Fijar distancias de seguridad
Gx26
Limitación de velocidad de rotación * Página 252
G147
Distancia de seguridad (fresado)
G64
Avance interrumpido
Compensación del radio de filo de cuchilla (SRK/FRK)
Gx93
Avance por diente *
G40
Desactivar FRK/SRK
G94
Avance por minuto
G41
SRK/FRK a la izquierda
Gx95
Avance por revolución
G42
SRK/FRK a la derecha
Gx96
Velocidad de corte constante
Herramienta, correcciones
Gx97
Velocidad de rotación
T
Cambio de herramienta
Sobremedidas
G148
(Cambio de) corrección de filo de
cuchilla
G50
Desactivar sobremedida
G149
Corrección aditiva
G52
Desactivar sobremedida
G150
Cálculo punta derecha herramienta
G57
Sobremedida paralela al eje
G151
Compensación de punta izquierda de
herramienta
G58
Sobremedida paralela al contorno