Desbaste paralelo al contorno g830 – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 276
276
Programación DIN
4.1
7
Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
Desbaste paralelo al contorno G830
G830 desbasta paralelo al contorno el sector del contorno descrito en
"ID" mediante "NS, NE" (Ver “Trabajar con ciclos referidos al contorno”
en pág. 268). El contorno a mecanizar puede contener varios fondos.
Si es preciso, se subdivide en varias áreas la superficie a mecanizar.
Parámetro
ID
Contorno auxiliar - Número identificativo del contorno que se
desea mecanizar
NS
Número de bloque inicial (comienzo del segmento de
contorno)
NE
Número de bloque final (final del segmento de contorno)
NE sin programar: el elemento de contorno NC se mecaniza
en la dirección de definición del contorno.
NS=NE programado: el elemento de contorno NS se
mecaniza en dirección opuesta a la de definición del
contorno.
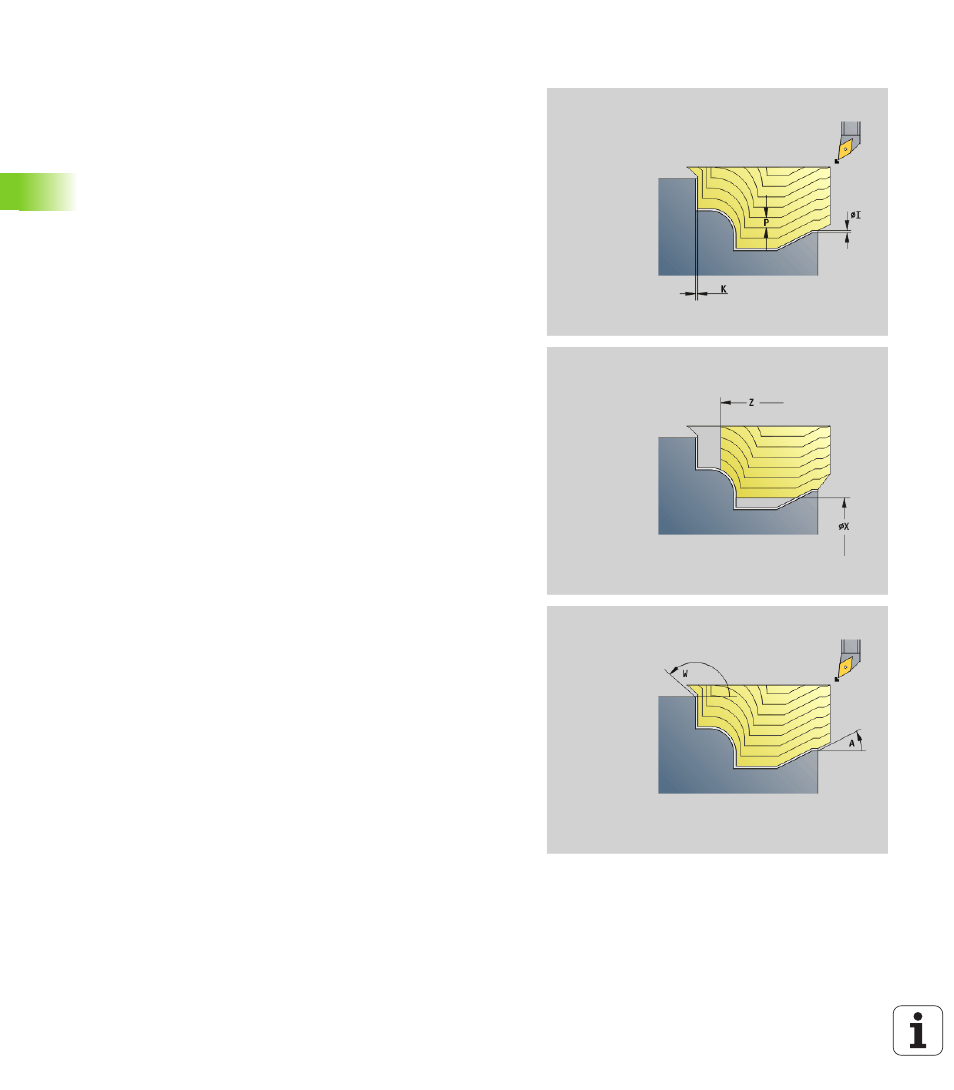
P
Alimentación máxima
I
Sobremedida en dirección X (cota de diámetro) - (por defecto:
0)
K
Sobremedida en dirección Z (por defecto: 0)
X
Limitación del corte en dirección X (cota de diámetro) - (por
defecto: no se limita el corte)
Z
Limitación del corte en dirección Z (por defecto: no se limita el
corte)
A
Ángulo de aproximación (referencia: eje Z) - (por defecto: 0°/
180°; paralelo al eje Z, o en herramientas de aplanado paralelo
al eje X)
W
Ángulo de salida (referencia: eje Z) - (por defecto: 90°/270°; en
ángulo recto al eje Z, o en herramientas de aplanado en ángulo
recto al eje X)
Q
Tipo de retirada al finalizar el ciclo (por defecto: 0)
0: volver al punto de inicio (primero en dirección X, después
en Z)
1: posiciona antes del contorno acabado
2: se retira a la distancia de seguridad y se detiene