HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 285
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
285
4.1
7
Ciclos de t
o
rn
eado r
e
fe
ri
dos al cont
or
no
El Control numérico reconoce a partir de la definición de herramienta
si se trata de una profundización radial o axial.
Programar como mínimo una referencia de contorno (p. ej.: NS o bien
NS, NE y P.
Parámetro
H
Tipo de retirada al finalizar el ciclo (por defecto: 0)
0: volver al punto inicial (profundización axial: primero en
dirección Z, luego en X; profundización radial: primero en
dirección X, luego en Z)
1: posiciona antes del contorno acabado
2: se retira a la distancia de seguridad y se detiene
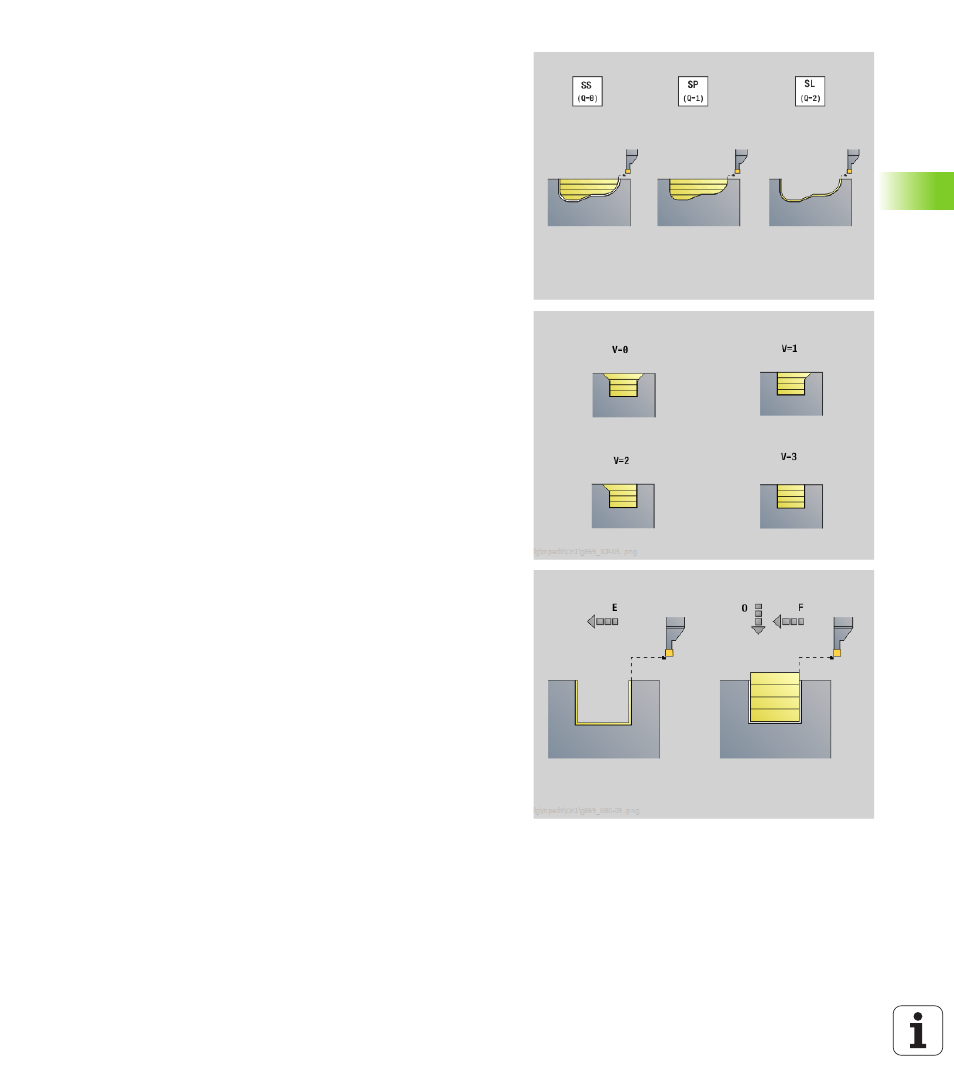
V
Identificación Comienzo/Final (por defecto: 0) Se mecaniza un
bisel/redondeo:
0: al principio y al final
1: al principio
2: al final
3: sin mecanizado
O
Avance de profundización (por defecto: avance activo)
E
Avance de acabado (por defecto: avance activo)
B
Anchura de decalaje (por defecto: 0)
XA,
ZA
Punto inicial pieza en bruto (sólo efectivo cuando no se haya
programado ninguna en bruto)
XA, ZA no programado: el contorno de la pieza en bruto se
calcula a partir de la posición de herramienta y del contorno
ICP.
XA, ZA programmiert: Definition des Eckpunktes der
Rohteilkontur.