Agrandar taladro, avellanar g72, 22 ciclos de taladr ado – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 324
324
Programación DIN
4.22 Ciclos de taladr
ado
Agrandar taladro, avellanar G72
G72 se emplea para taladros con descripción del contorno (taladro
individual o patrón de taladros) Utilizar G72 para las siguientes
funciones de taladrado axial/radial con herramientas fijas o
motorizadas:
Agrandar taladro
Avellanado
Escariado
Taladrado inicial NC
Centrado
Parámetro
ID
Contorno de taladrado - nombre de la descripción del taladrado
NS
Número de bloque del contorno. Referencia al contorno de
taladrado (G49-, G300- o G310-Geo)
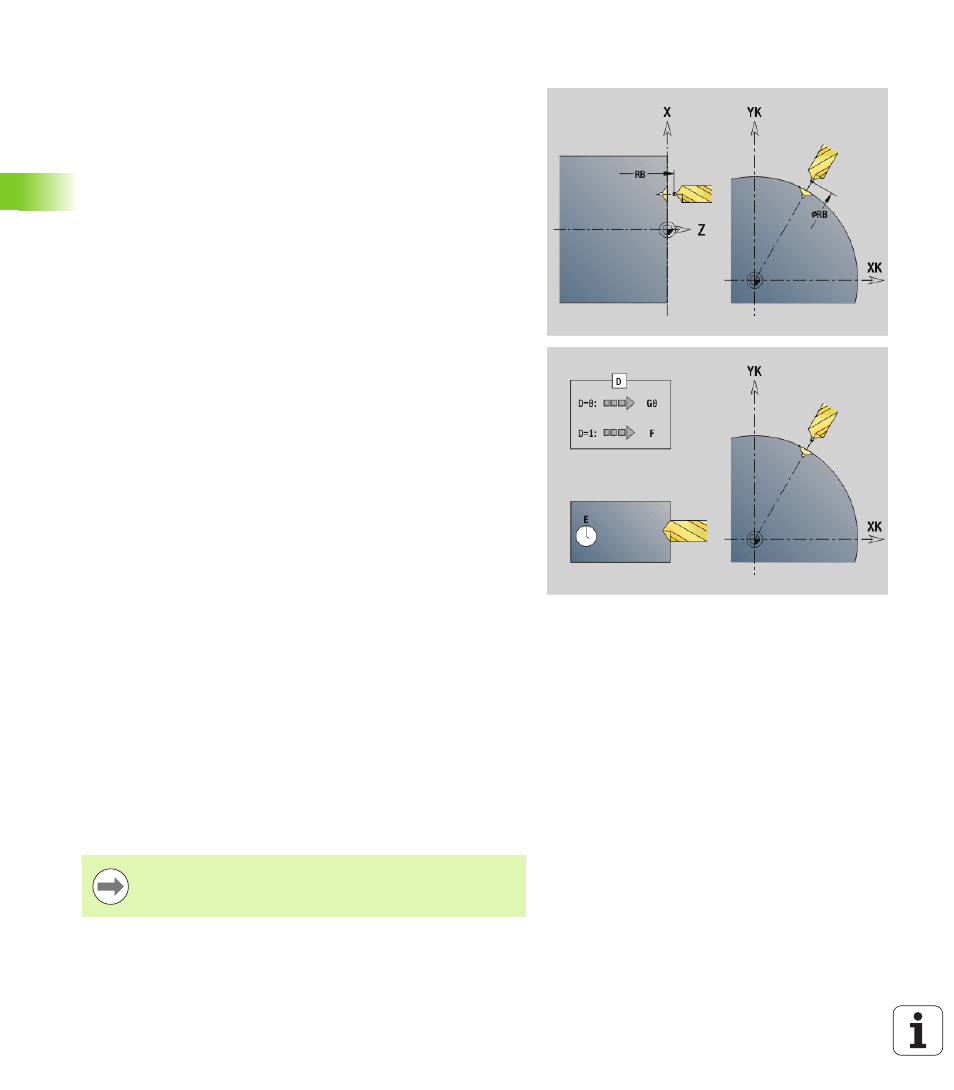
E
Tiempo de espera para la rotura de viruta en el fondo del
taladro (en segundos) - (por defecto: 0)
D
Tipo retroceso (por defecto): 0
0: Avance rápido
1: Avance
BS
Inicio número de elemento (número del primer taladro de un
patrón que debe mecanizarse)
BE:
Final número de elemento (número del último taladro de un
patrón que debe mecanizarse)
H
Freno (de cabezal) off (por defecto: 0)
0: Freno de cabezal On
1: Freno de cabezal Off
Desarrollo del ciclo
1
Se desplaza, en función de "RB" con avance rápido al "punto de
partida":
RB no programado: se desplaza a un punto situado a la distancia
de seguridad
RB programado: se desplaza a la posición "RB" y luego a la
distancia de seguridad
2
Realiza el taladrado inicial con reducción del avance (50 %).
3
Continúa con el avance programado hasta el fondo del taladro.
4
Retroceso, en función de "D", con avance rápido/avance.
5
La posición de retroceso depende de "RB":
RB no programado: retroceso al "punto de partida"
RB programado: retroceso a la posición "RB"
Patrón de taladros: "NS" apunta al contorno de taladrado y
no a la definición del patrón.