14 sobremedidas, Desactivar la sobremedida g50, Sobremedida paralela al eje g57 – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 261
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
261
4.14 Sobr
emedidas
4.14 Sobremedidas
Desactivar la sobremedida G50
G50 desactiva con G52 las sobremedidas definidas para el ciclo
siguiente. Programar G50 antes del ciclo.
Por motivos de compatibilidad, se soporta adicionalmente G52 para
desactivar las sobremedidas. HEIDENHAIN recomienda utilizar el G50
en programas NC-nuevos.
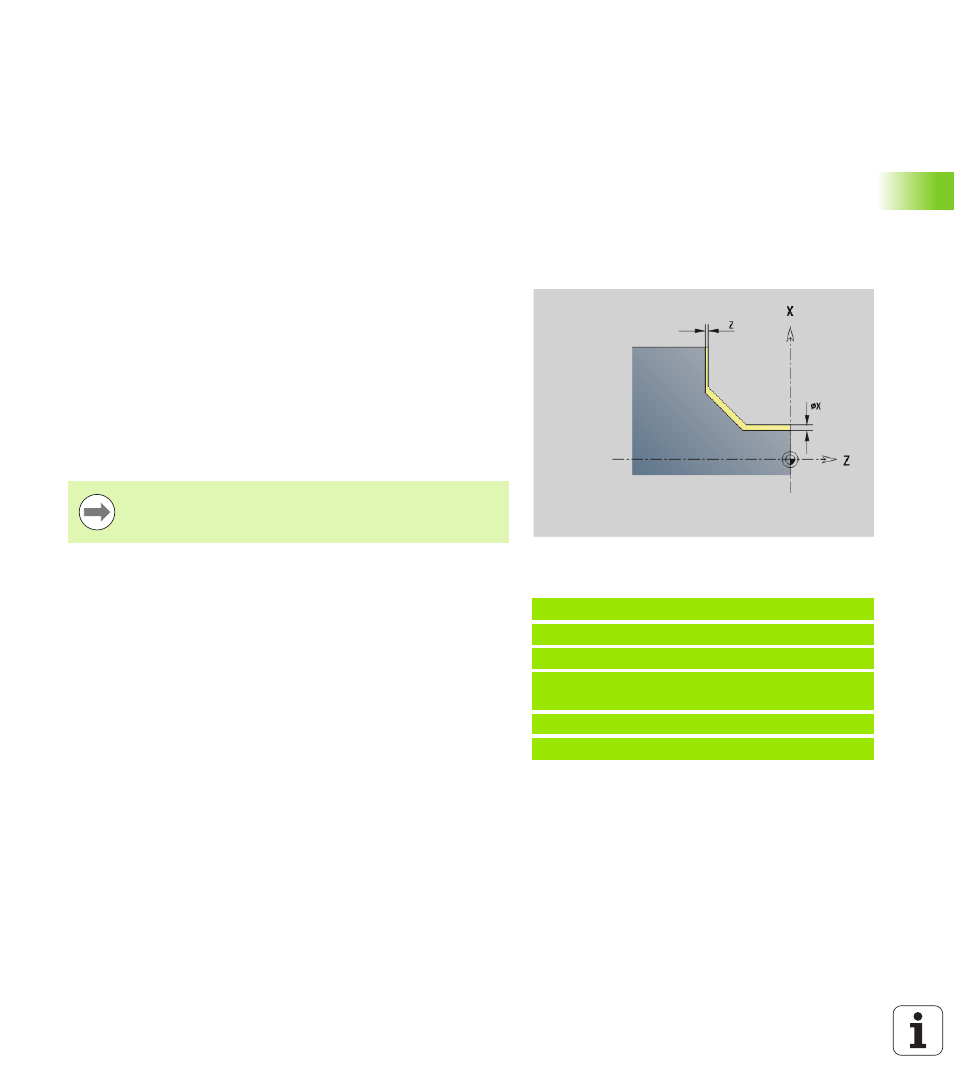
Sobremedida paralela al eje G57
G57 define sobremedidas diferentes para X y Z. G57 se programa
antes de la llamada al ciclo.
G57 actúa en los siguientes ciclos - con ello, después de la ejecución
del ciclo las sobremedidas
se borran: G810, G820, G830, G835, G860, G869, G890
no se borran: G81, G82, G83
Ejemplo: G57
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G57 X0.2 Z0.5 [sobremedida paralela al
eje]
N4 G810 NS7 NE12 P5
. . .
Parámetro
X
Sobremedida X (cota de diámetro) - sólo valores positivos
Z
Sobremedida Z - sólo valores positivos
Cuando se programan sobremedidas con G57 y en el
ciclo, se utilizan las sobremedidas del ciclo.