Ranura lineal superficie frontal g791, 26 ciclos de fr esado – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 346
346
Programación DIN
4.26 Ciclos de fr
esado
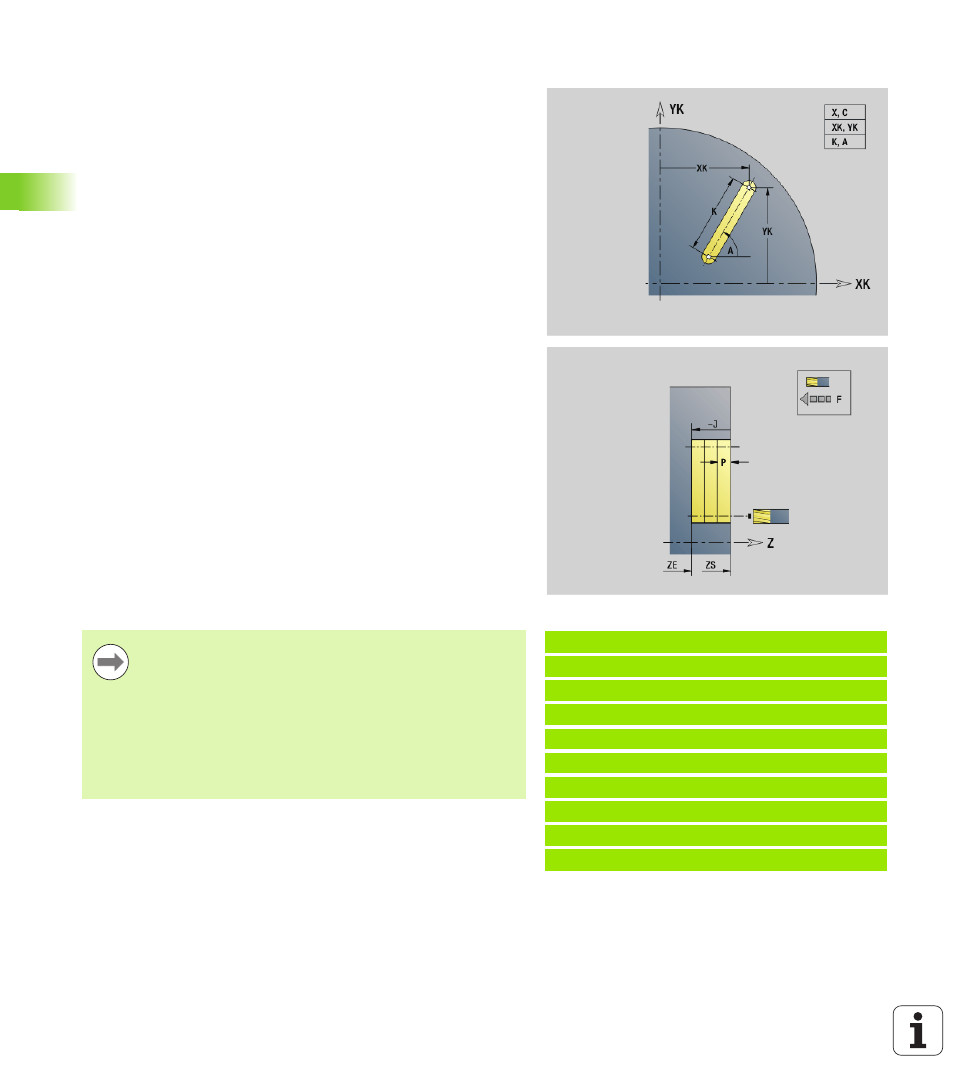
Ranura lineal superficie frontal G791
G791 fresa una ranura desde la posición actual de la herramienta hasta
el punto final. La anchura de la ranura coincide con el diámetro de la
fresa. No se produce compensación de sobremedida.
Combinaciones de parámetros en la definición del punto final: véase
imagen
Combinaciones de parámetros en la definición del plano de fresado:
Fondo de fresado ZE, arista superior de fresado ZS
Fondo de fresado ZE, profundidad de fresado J
Arista superior de fresado ZS, profundidad de fresado J
Fondo de fresado ZE
Ejemplo: G791
%791.nc
[G791]
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G100 XK20 YK5
N6 G791 XK30 YK5 ZE-5 J5 P2
N7 M15
FINAL
Parámetro
X
Punto final de la ranura en coordenadas polares (cota de
diámetro)
C
Angulo final. Punto final de la ranura en coordenadas polares
(dirección del ángulo: véase imagen de ayuda)
XK
Punto final de la ranura (cartesiano)
YK
Punto final de la ranura (cartesiano)
K
Longitud de la ranura referida al centro de la fresa
A
Angulo de la ranura (referencia: véase imagen de ayuda)
ZE
Fondo de fresado
ZS
Fräsoberkante
J
Profundidad de fresado
J>0: Dirección de aproximación -Z
J<0: Dirección de aproximación +Z
P
Aproximación máxima (por defecto: profundidad total en una
aproximación)
F
Avance de alimentación (por defecto: avance activo)
Bascule el cabezal antes de llamar al G791 a la posición
angular deseada.
Si se utiliza un sistema de posicionamiento del cabezal
(sin eje C), se genera una ranura axial, centrada respecto
al eje de torneado.
Si se ha definido J o ZS, el ciclo realiza la alimentación
en Z hasta la distancia de seguridad y luego fresa la
ranura. Si no se han definido ni J ni ZS, el ciclo fresa a
partir de la posición actual de la herramienta.