Entalladura forma u g856, 56 (véase pág. 318), 21 ciclos de entalladur a – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 318
318
Programación DIN
4.21 Ciclos de entalladur
a
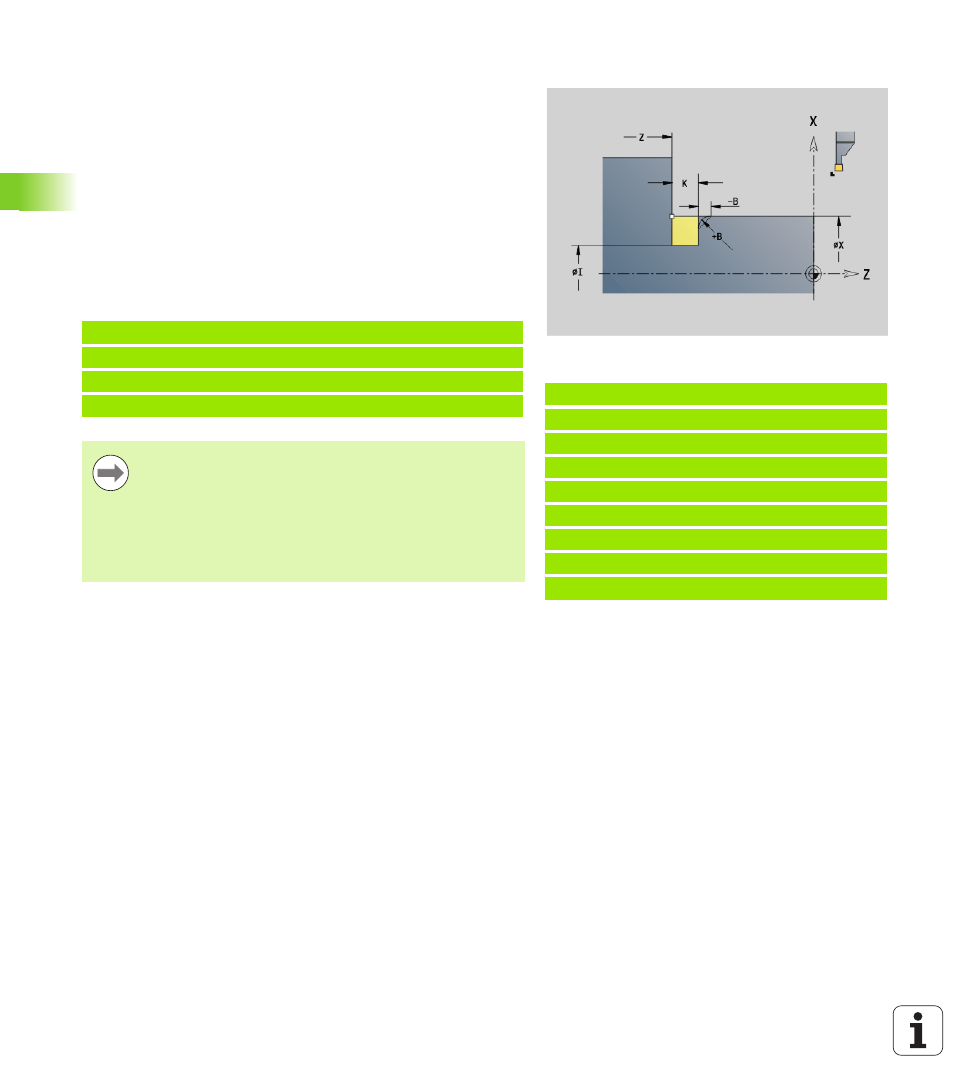
Entalladura forma U G856
G856 crea la entalladura y realiza el acabado de la superficie refrentada
contigua. Opcionalmente se puede crear un bisel/redondeo.
Posición de la herramienta tras la ejecución del ciclo: Punto inicial del
ciclo
Bloques sucesivos a la llamada al ciclo
Ejemplo: G856
%856.nc
[G856]
N1 T3 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G856 I47 K7 B1
N4 G0 X50 Z-30
N5 G1 X60
N6 G80
FINAL
Parámetro
I
Profundidad de entalladura (por defecto: tabla de la norma)
K
Longitud de entalladura (por defecto: tabla normalizada)
B
Bisel/redondeo:
B>0: Radio del redondeo
B<0: Anchura del bisel
N.. G856 I.. K.. /Llamada al ciclo
N.. G0 X.. Z.. /Esquina de la entalladura
N.. G1 X.. /Punto final de la superficie refrentada
N.. G80 /Fin de la descripción del contorno
La entalladura se realiza sólo en esquinas del contorno
perpendiculares y paralelas a los ejes sobre su eje
longitudinal.
La corrección del radio de filo de cuchilla se ejecuta.
Sobremedidas: no se compensan
Si no está definida la anchura del filo de la cuchilla, se
adopta "K" como anchura del filo.