Modificar la) corrección de la cuchila g148, 16 her ramienta, cor recciones – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 265
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
265
4.16 Her
ramienta, cor
recciones
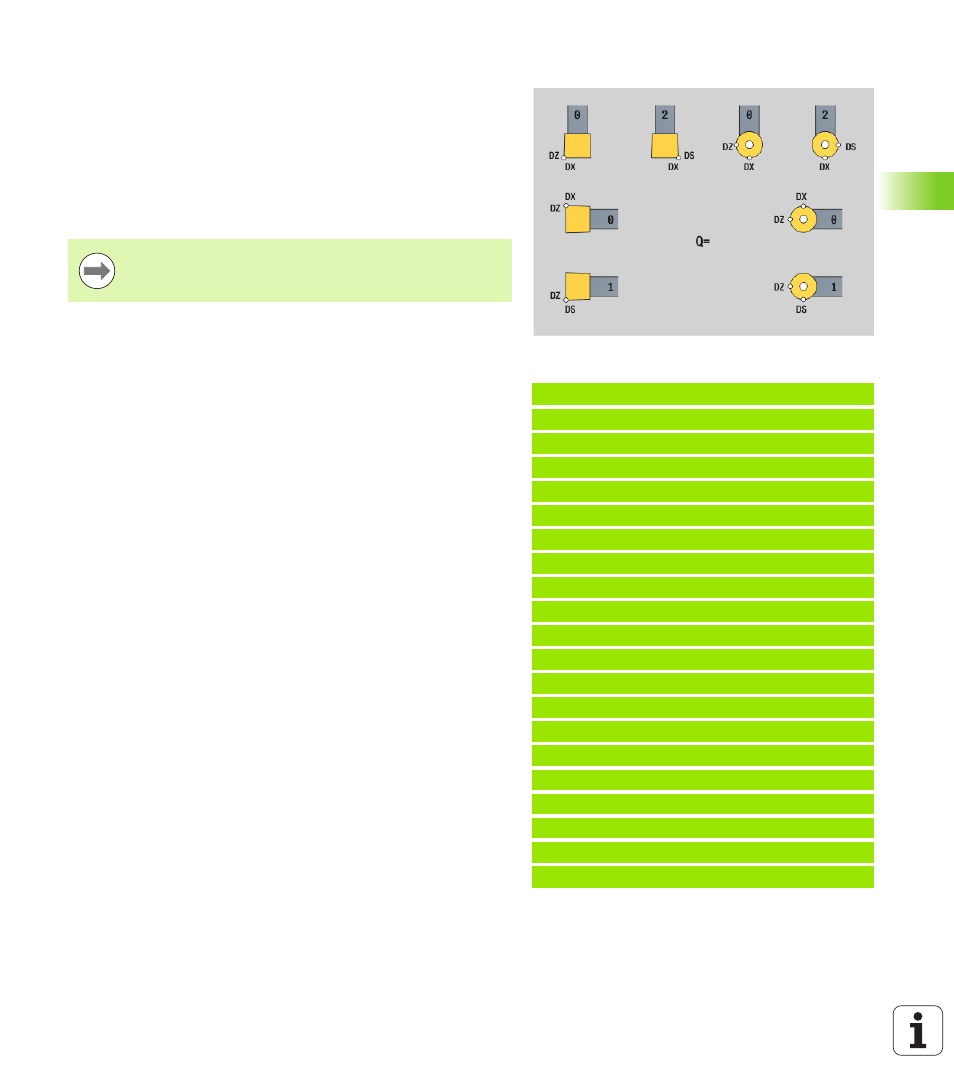
(Modificar la) corrección de la cuchila G148
G148 define las correcciones de desgaste a calcular. DX, DZ están
activadas al inicio del programa y después de una orden T.
Ejemplo: G148
. . .
N1 T3 G95 F0.25 G96 S160 M3
N2 G0 X62 Z2
N3 G0 Z-29,8
N4 G1 X50.4
N5 G0 X62
N6 G150
N7 G1 Z-20.2
N8 G1 X50.4
N9 G0 X62
N10 G151 [acabado de profundización]
N11 G148 O0 [cambiar la corrección]
N12 G0 X62 Z-30
N13 G1 X50
N14 G0 X62
N15 G150
N16 G148 O2
N17 G1 Z-20
N18 G1 X50
N19 G0 X62
. . .
Parámetro
Q
Selección (por defecto: 0)
O=0: DX, DZ activo – DS inactivo
O=1: DS, DZ activo – DX inactivo
O=2: DX, DS activo – DZ inactivo
Los ciclos G860, G869, G879, G870, G890 tienen en
cuenta automáticamente la corrección de desgaste
"correcta".