7 units - a c abar – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 119
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
119
2.7 Units - A
c
abar
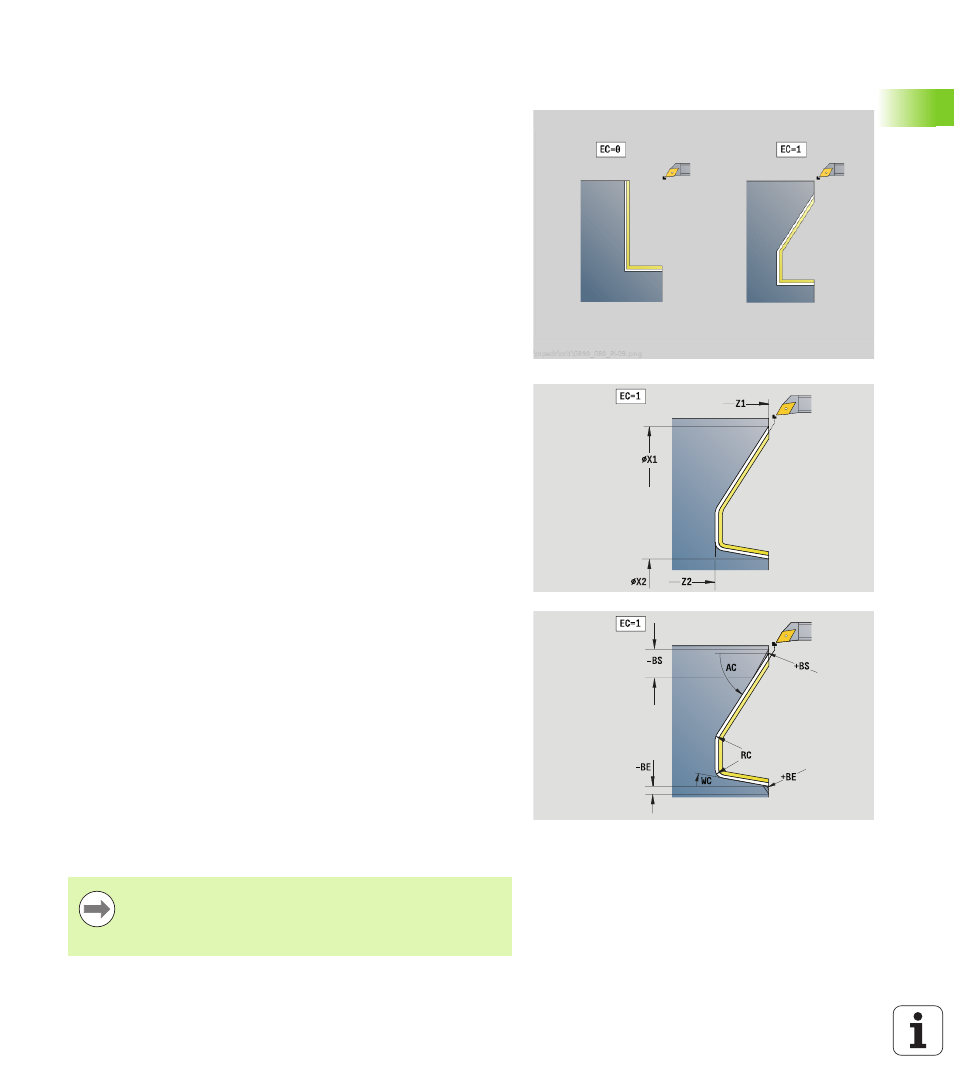
Unit "Acabado plano, introducción directa de
contorno"
La Unit acaba el contorno descrito con los parámetros en un corte de
acabado. En EC se determina si se trata de un "contorno normal" o de
un contorno de profundización.
Unitname: G890_G80_P/ Ciclo: G890 (véase pág. 289)
Acceso al banco de datos de tecnología
Tipo de mecanizado Acabado
Parámetros influidos: F, S, E
Formulario contornos
EC
Tipo de contorno
0: Contorno normal
1: Contorno de penetración
X1, Z1
Punto inical contorno
X2, Z2
Punto final contorno
RC
Redondeo: Radio en la esquina del contorno
AC
Ángulo inicial: Ángulo del primer elemento de contorno
(Campo: 0° < AC < 90°)
WC
Ángulo final: Ángulo del último elemento de contorno
(Campo: 0° < WC < 90°)
BS
Chaflán/Redondeo al principio:
BS>0: Radio del redondeo
BS<0: Longitud de segmento del bisel
BE:
Chaflán/Redondeo al final
BE>0: Radio del redondeo
BE<0: Longitud de segmento del bisel
Formulario ciclo
E
Comportamiento en penetración
E>0: Avance de penetración durante el mecanizado de
elementos de contorno descendentes. Los elementos
descendentes del contorno se mecanizan.
Sin valor: El avance de penetración se reduce durante el
mecanizado de elementos de contorno descendentes -
máx. 50 %. Los elementos descendentes del contorno
se mecanizan.
B
Activar SRK (tipo de compensación de radio de filo de la
herramienta)
0: automático
1: Herramienta a la izquierda (G41)
2: Herramienta a la derecha (G42)
DXX
Número de corrección aditiva (1 - 16)
G58
Sobremedida paralela al contorno (Cota de radio)
Otros formularios: véase pág. 58
Mediante la dirección Dxx se activa una corrección aditiva
para la realización completa del ciclo. La corrección aditiva
será desactivada al final del ciclo. Las correcciones aditivas
se definen en el modo "Ejecución de programa".