24 mecanizado en superficie fr ontal/post er ior – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 340
340
Programación DIN
4.24 Mecanizado en superficie fr
ontal/post
er
ior
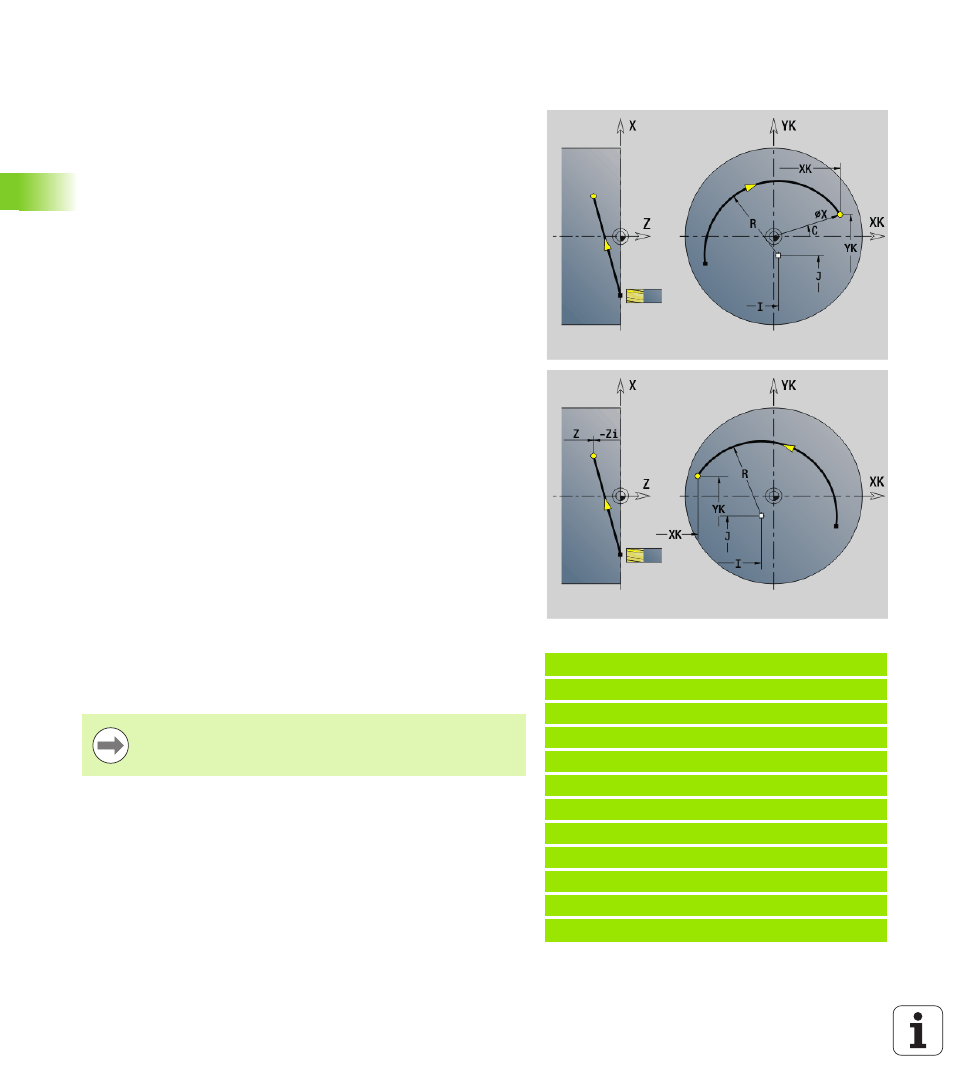
Arco de círculo en superficie frontal/posterior
G102/G103
G102/G103 desplaza la herramienta en una trayectoria circular con el
avance activo hasta el "punto final". El sentido de giro debe consultarse
en la imagen de ayuda.
Ejemplo: G102, G103
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5
N7 G101 XK50
N8 G103 XK5 YK50 R50 [Arco de círculo]
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N12 M15
. . .
Parámetro
X
Punto final (cota de diámetro)
C
Ángulo final - dirección angular: véase imagen de ayuda
XK
Punto final (cartesiano)
YK
Punto final (cartesiano)
R
Radio
I
Centro (cartesiano)
J
Centro (cartesiano)
K
Centro cuando H=2, 3 (dirección Z)
Z
Punto final (por defecto: posición actual de Z)
H
Plano del círculo (plano de mecanizado) - (por defecto: 0)
H=0, 1: Mecanizado en el plano XY (superficie frontal)
H=2: Mecanizado en el plano YZ
H=3: Mecanizado en el plano XZ
Parámetros para descripción de la geometría (G80)
AN
Ángulo respecto al eje XK positivo
BR
Bisel/redondeo. Define la transición al próximo elemento de
contorno. Programar el punto final teórico del elemento del
contorno, si se indica un bisel/redondeo.
Sin datos: Transición tangencial
BR=0: Transición no tangencial
BR>0: Radio del redondeo
BR<0: Anchura del bisel
Q
Punto de corte. Punto final cuando el segmento rectilíneo corta
un arco de círculo (por defecto: 0):
Q=0: Punto de corte cercano
Q=1: punto de corte lejano
Los parámetros AN, BR y Q sólo se pueden utilizar en una
descripción de geometría que termina con G80 y que se
utiliza para un ciclo.