51 (véase pág. 315), 21 ciclos de entalladur a – HEIDENHAIN SW 548328-05 DIN Programming Manual del usuario
Página 315
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
315
4.21 Ciclos de entalladur
a
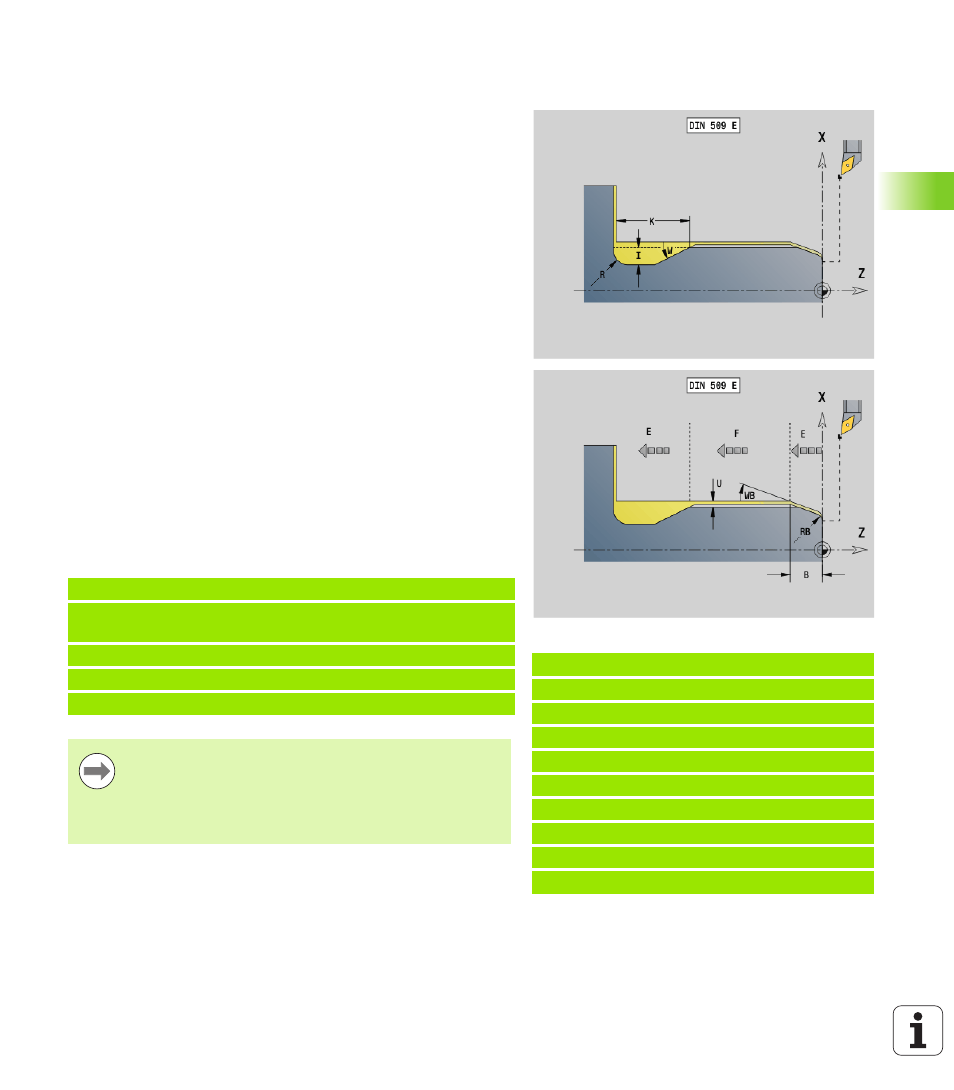
Entalladura DIN 509 E con mecanizado de
cilindro G851
G851 mecaniza el cilindro antepuesto, la entalladura, la superficie
refrentada de transición y el corte inicial del cilindro si indica uno de los
parámetros Longitud de corte inicial o radio de corte inicial.
El Control numérico determina según el diámetro del cilindro de la
tabla normalizada los parámetros que no se programan (véase “Ciclo
de entalladura G85” auf Seite 313).
Bloques sucesivos a la llamada al ciclo
Ejemplo: G851
%851.nc
[G851]
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G851 I3 K15 W30 R2 B5 RB2 WB30 E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
FINAL
Parámetro
I
Profundidad de entalladura (por defecto: tabla de la norma)
K
Longitud de entalladura (por defecto: tabla normalizada)
W
Ángulo de entalladura (por defecto: tabla normalizada)
R
Radio de entalladura (por defecto: tabla normalizada)
B
Longitud de corte inicial - ningún dato: No se mecaniza el corte
inicial del cilindro
RB
Radio de corte inicial - ningún dato: No se mecaniza el radio de
corte inicial
WB
Ángulo de corte inicial (por defecto: 45 °)
E
Avance reducido para el mecanizado de la entalladura (por
defecto: avance activado)
H
Tipo de alejamiento (por defecto: 0):
0: La herramienta regresa al punto de partida
1: La herramienta se sitúa al final de la superficie refrentada
U
Sobremedida para rectificado para el área del cilindro (por
defecto: 0)
N.. G851 I.. K.. W.. /Llamada al ciclo
N.. G0 X.. Z.. /Punto de esquina del corte inicial del
cilindro
N.. G1 Z.. /Esquina de la entalladura
N.. G1 X.. /Punto final de la superficie refrentada
N.. G80 /Fin de la descripción del contorno
La entalladura se realiza sólo en esquinas del contorno
perpendiculares y paralelas a los ejes sobre su eje
longitudinal.
La corrección del radio de filo de cuchilla se ejecuta.
Sobremedidas: no se compensan