Selección del punto de referencia, 1 no cio n es b á sicas – HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 64
38
4 Programación: Nociones básicas, gestión de ficheros, ayudas de programación, gestión de palets
4.
1 No
cio
n
es b
á
sicas
Selección del punto de referencia
En el plano de una pieza se indica un determinado elemento de la pieza
como punto de referencia absoluto (punto cero), casi siempre una
esquina de la pieza. Al fijar el punto de referencia primero hay que ali-
near la pieza según los ejes de la máquina y colocar la herramienta para
cada eje, en una posición conocida de la pieza. Para esta posición se
fija la visualización del TNC a cero o a un valor de posición predetermi-
nado. De esta forma se le asigna a la pieza el sistema de referencia,
válido para la visualización del TNC o para su programa de mecanizado.
Si en el plano de la pieza se indican puntos de referencia relativos, sen-
cillamente se utilizan los ciclos para la traslación de coordenadas
(véase „Los ciclos para la traslación de coordenadas” en página 323).
Cuando el plano de la pieza no está acotado, se selecciona una posi-
ción o una esquina de la pieza como punto de referencia, desde la cual
se pueden calcular de forma sencilla las cotas de las demás posiciones
de la pieza.
Los puntos de referencia se pueden fijar de forma rápida y sencilla
mediante un palpador 3D de HEIDENHAIN. Véase el modo de empleo
de los ciclos de palpación „Fijar el punto de referencia con palpadores
3D“.
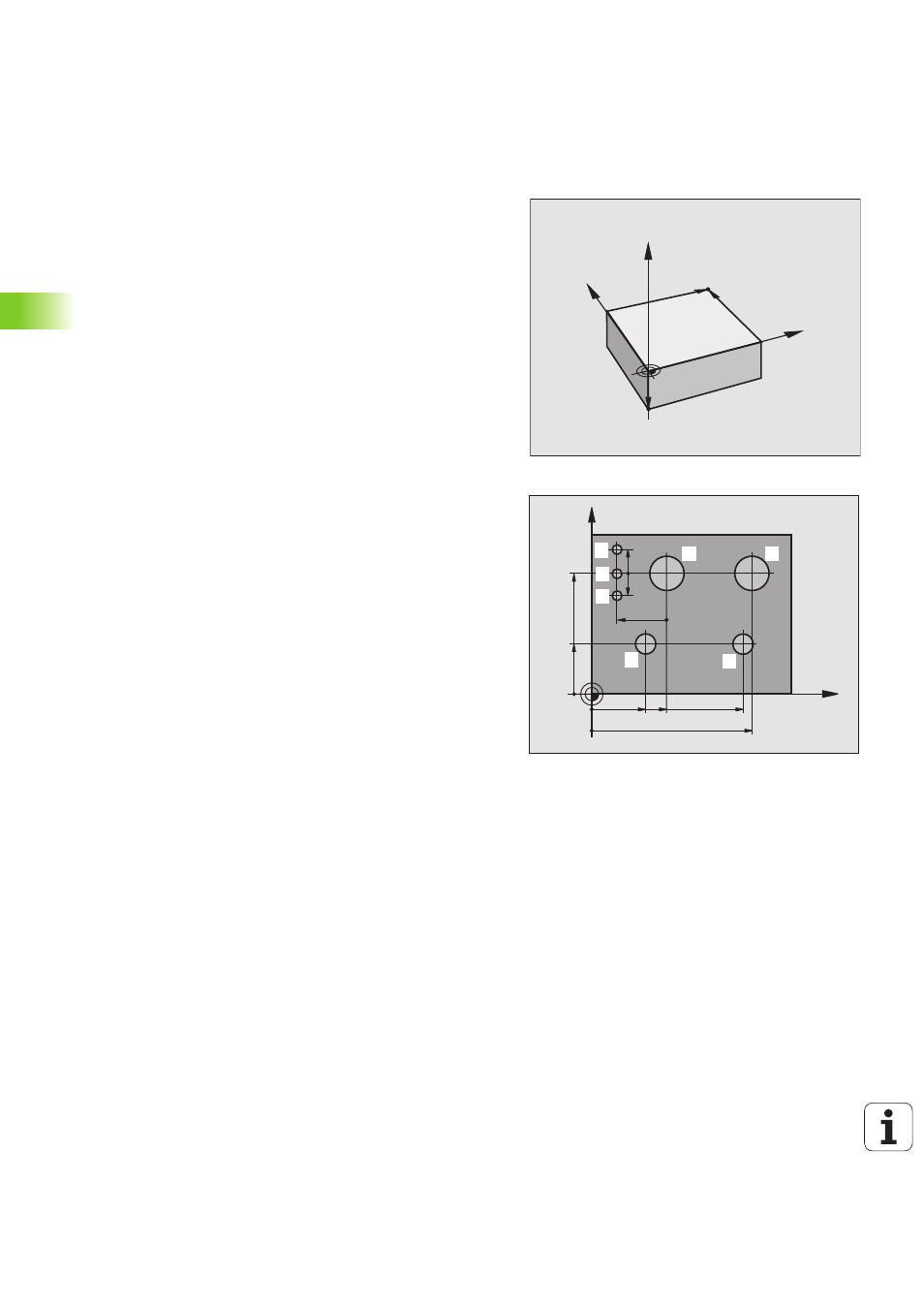
Ejemplo
En el plano de la pieza de la derecha se indican taladros (
1
a
4
), cuyas
cotas se refieren a un punto de referencia absoluto con las coordena-
das X=0 Y=0. Los taladros (
5
a
7
) se refieren a un punto de referencia
relativo con las coordenadas absolutas X=450 Y=750. Con el ciclo
DESPLAZAMIENTO PUNTO CERO
se puede desplazar momentáneamente
el punto cero a la posición X=450, Y=750, para así poder programar los
taladors (
5
a
7
) sin más cálculos.
Y
X
Z
MAX
MIN
X
Y
325
320
0
450
900
950
150
-150
750
0
300
±
0,
1
11
12
15
13
14
16
17