2 principios básicos de los tipos de trayectoria – HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 155
TNC 426, TNC 430 de HEIDENHAIN
129
6.2 Pr
incip
io
s
bás
ico
s de lo
s tip
o
s
de tr
a
y
ec
to
ri
a
6.2 Principios básicos de los tipos
de trayectoria
Programación del movimiento de la hta. para un
mecanizado
Cuando se elabora un programa de mecanizado, se programan suce-
sivamente las funciones para las diferentes trayectorias del contorno
de la pieza. Para ello se introducen las coordenadas de los puntos
finales de las trayectorias del contorno indicadas en el plano. Con
la indicación de las coordenadas, los datos de la herramienta y la cor-
rección de radio, el TNC calcula el recorrido real de la herramienta.
El TNC desplaza simultáneamente todos los ejes de la máquina pro-
gramados en la frase del programa según un tipo de trayectoria.
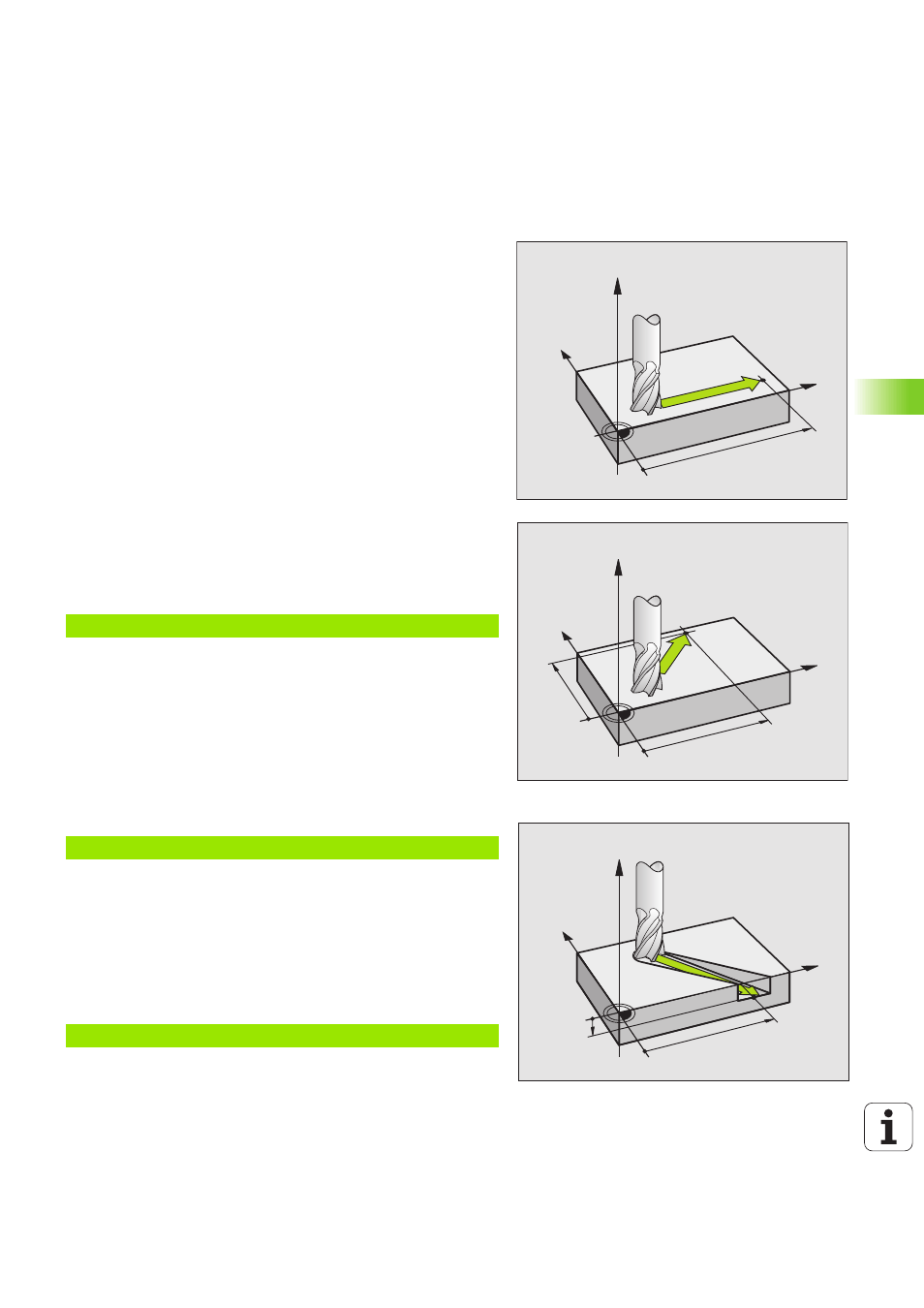
Movimientos paralelos a los ejes de la máquina
La frase del programa contiene la indicación de las coordenadas: El
TNC desplaza la hta. paralela a los ejes de la máquina programados.
Según el tipo de máquina, en la ejecución se desplaza o bien la herra-
mienta o la mesa de la máquina con la pieza fijada. La programación
de trayectorias se realiza como si fuese la herramienta la que se des-
plaza.
Ejemplo:
La herramienta mantiene las coordenadas de Y y Z y se desplaza a la
posición X=100. Véase la figura arriba a la derecha.
Movimientos en los planos principales
La frase del programa contiene las indicaciones de las coordenadas: El
TNC desplaza la herramienta en el plano programado.
Ejemplo:
La herramienta mantiene las coordenadas de Z y se desplaza en el
plano XY a la posición X=70, Y=50. Véase la figura a la derecha en el
centro
Movimiento tridimensional
La frase del programa contiene tres indicaciones de coordenadas: El
TNC desplaza la herramienta en el espacio a la posición programada.
Ejemplo:
L X+100
L
Trayectoria „recta“
X+100
Coordenadas del punto final
L X+70 Y+50
L X+80 Y+0 Z-10
X
Y
Z
100
X
Y
Z
70
50
X
Y
Z
80
-10