3 ap ro x imació n y salida del con tor no – HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 162
136
6 Programación: Programación de contornos
6.3 Ap
ro
x
imació
n
y salida
del con
tor
no
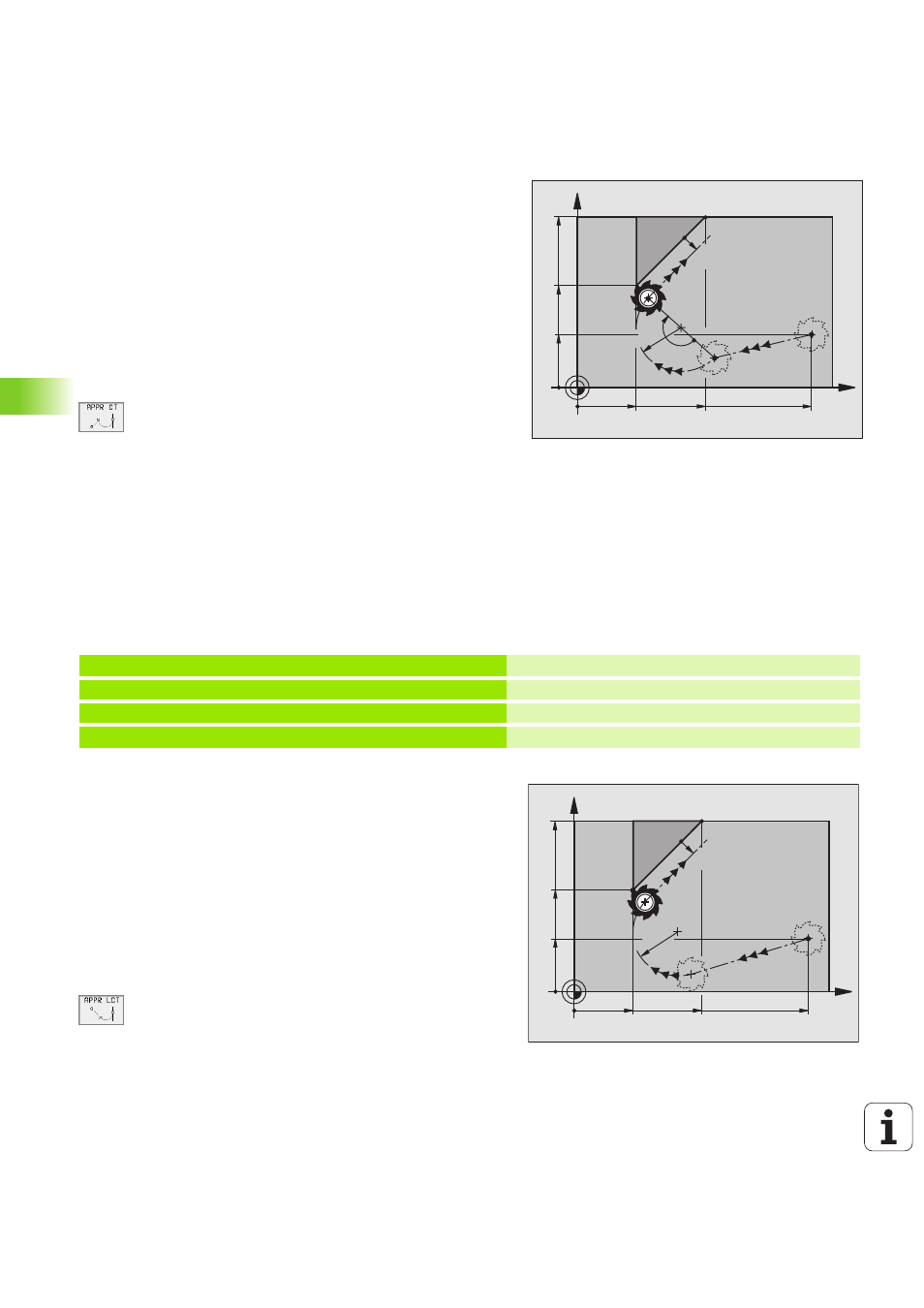
Aproximación según una trayectoria circular
tangente: APPR CT
El TNC desplaza la hta. según una recta desde el punto de partida P
S
a un punto auxiliar P
H
. Desde allí se aproxima según una trayectoria cir-
cular tangente al primer tramo del contorno y al primer punto del con-
torno P
A
.
La trayectoria circular de P
H
a P
A
está determinada por el radio R y el
ángulo del punto central CCA. El sentido de giro de la trayectoria circu-
lar está indicado por el recorrido del primer tramo del contorno.
U
U
U
U
Cualquier tipo de trayectoria: Aproximación al punto de partida P
S
U
U
U
U
Abrir el diálogo con la tecla APPR/DEP y la softkey APPR CT:
U
U
U
U
Coordenadas del primer punto del contorno P
A
U
U
U
U
Radio R de la trayectoria circular
n
Aproximación por el lado de la pieza definido medi-
ante la corrección de radio: Introducir R con signo
positivo
n
Aproximación desde un lateral de la pieza:
Introducir R negativo
U
U
U
U
Angulo del punto central CCA de la trayectoria circular
n
CCA sólo se introduce positivo
n
Valor de introducción máximo 360°
U
U
U
U
Corrección de radio RR/RL para el mecanizado
Ejemplo de frases NC
Aproximación según una trayectoria circular
tangente al contorno y a una recta: APPR LCT
El TNC desplaza la herramienta a una recta desde el punto inicial PS a
un punto de ayuda PH. Desde allí se aproxima según una trayectoria
circular al primer punto del contorno PA. El avance programado en la
frase APPR se encuentra activo.
La trayectoria circular se une tangencialmente tanto a la recta P
S
– P
H
como al primer elemento del contorno. De esta forma la trayectoria se
determina claramente mediante el radio R.
U
U
U
U
Cualquier tipo de trayectoria: Aproximación al punto de partida P
S
U
U
U
U
Abrir el diálogo con la tecla APPR/DEP y la softkey APPR LCT:
U
U
U
U
Coordenadas del primer punto del contorno P
A
U
U
U
U
Radio R de la trayectoria circular. Introducir R positivo
U
U
U
U
Corrección de radio RR/RL para el mecanizado
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
CCA=
180°
R10
35
20
7 L X+40 Y+10 RO FMAX M3
Aproximación a P
S
sin corrección de radio
8 APPR CT X+10 Y+20 Z-10 CCA180 R+10 RR F100
P
A
con corr. radio RR, radio R=10
9 L X+20 Y+35
Punto final de la primera trayectoria del contorno
10 L ...
Siguiente trayectoria del contorno
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20